
Updating the Bikernet Experience
Hey, Here’s the deal. We’ve worked and spent an entire year to move all Bikernet Free Content (16,000 articles) onto a fast-acting, mobile-friendly, google accessible, WordPress Platform. ...
Read More 

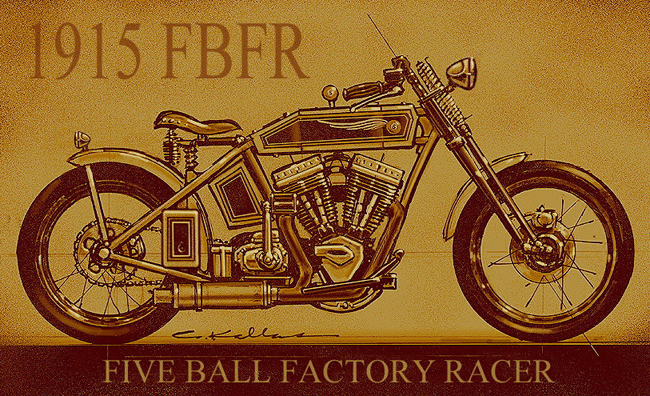
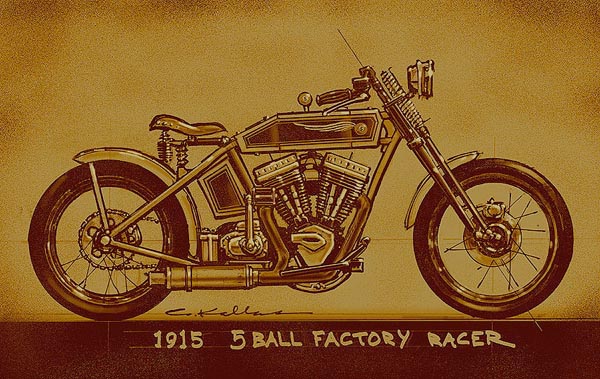
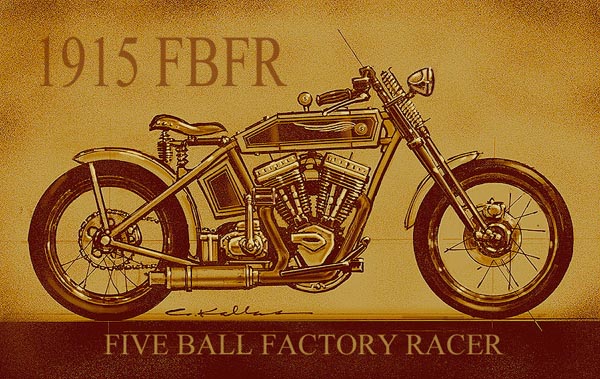
Hey, it's the start of the official Sturgis 2009 project bike, the 5-Ball Factory Racer. For decades guys have built vintage- looking scooters with late model drive-trains. Hell, I built another one at Strokers Dallas in the '90s. Before I dreamed of it, Arlen Ness built a '20s vintage scooter and sidecar around a Sportster engine. Randy Simpson built vintage kit bikes. Don Hotop built some of the finest vintage-styled customs and just last week, I saw a '20s styled bike at the SEMA show in Las Vegas built by the Shadley Brothers for House of Kolors. Beautiful piece. So I ain't the first by a long shot.

But there is something in the air recently respecting the old iron and bringing it back to life. Some of it has to do with restrictions, and building older bikes is unrestricted. Some of it has to do with nostalgia and some is just a wild departure from the last project. I'm excited every year about this learning process. It's like painting one picture on a massive canvas, finishing it successfully, and then pondering the next easel. I get pumped and begin to research what's available.

Billy Lane inspired me with his recent Henderson four custom and his notion to find vintage engines and build bikes around them. We traded a 1913 Pope engine for a '20s H-D Peashooter single that I will ultimately build a Salt Flats racer out of with the help of Todd's Cycle. Dennis is working on the frame and tank.


Rick Krost has also been inspirational with his board track racer frame and chassis kit. He was having a tough time finding a manufacturer for his intricate frames, so we drove to Carson City, Nevada and I introduced him to the chopper original, Ron Paugh from Paughco. Paughco Inc. began as a machine shop run by Ron's dad in the '60s when Ron jammed into the shop one day and asked his dad if he could build a Panhead inner primary. They've been building bike parts ever since. Ron was a natural to take on the vintage U.S. Chopper frame.


It's a terrific frame and some of the greats in our industry built U.S. Chopper Board Track Customs from Ralph of Knockout Choppers and Vicious Cycles show winner that graced the cover of American Iron recently. But there was an inherent problem with these chassis for a guy 6 foot 4. I was way too tall, but I was still intrigued.




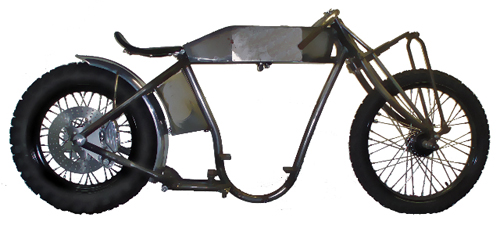
I wanted to build one of these, but in my old age status, I needed some size and forward controls. Then Rick started on his second generation model with the Paughco factory, and they called it the Factory Racer. Initially Ron built the first concept frame, this one. Rick didn't feel it fit his scrunched design criteria and asked Ron to shorten it by 6 inches and reduce the rake. Again, it put the U.S. Choppers design configuration out of my too-tall league. My project was threatened.
I spoke to Rick and told him my concerns, so he developed two frames. In fact, Rick's super-short version turned out to be way too short and he was forced to lengthen it slightly. And so this project began with all Paughco components including their highly secret manufacturing process that allows them to produce absolute classic wide and narrow tapered-leg springers. I went with the narrow job to stay in keeping with the 1915 style.
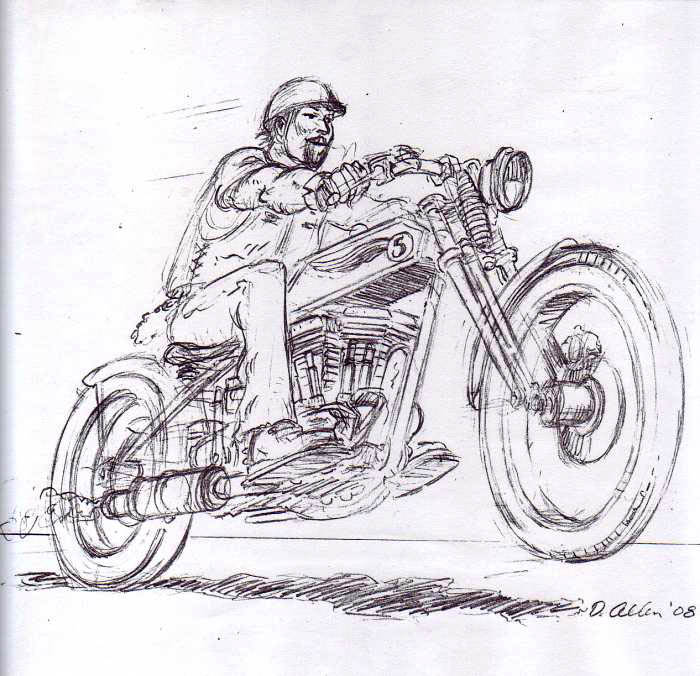
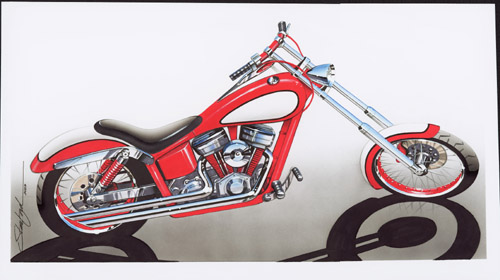
While I ordered parts I reached out to the Bikernet Official 5-Ball Racing Illustrator for an inspirational visual. I fed him information on the format and elements and he made the project come to life. I'm always inspired by each build, but for some reason the 1915 5-Ball Factory Racer held a special significance. We are planning our first Bikernet Vintage Classic Ride and gathering to Sturgis next year, and so perhaps a tradition will emerge.
Billy Lane and Chica would like to tag along when we cut a dusty trail with an assortment of vintage and replica bikes to the Badlands. We are hoping we can make our semi-central meeting place the new location of Dale Walksler's Wheels Through Time Museum in Arizona. I spoke to him this morning and he still doesn't have a desert location.


So I was pumped, and I always attempt to build the ultimate bike from a reliability and handling ease standpoint. I always have the notion that this bike will stick with me into my ripe old age; easy to work on, easy to ride, comfortable and durable. I'm not trying to build a show winner or something so exotic that it's not road worthy. I'm after the opposite. I want a bike that is tough as nails and looks that way.


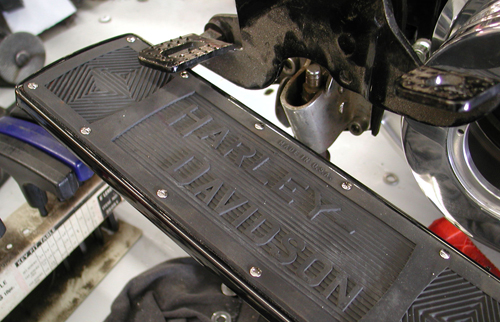
The other code I hoped to follow was one of tradition. Without getting crazy I planned to adopt as many early H-D parts as possible for a Vintage look. Paughco's catalog helped a lot with traditional '20s rectangular footboards, a vertical tool box, and flat side tanks.



I reached out to Fred Lange for a vintage '20s sprung seat. Nash Motorcycle Company has vintage grips and DBBP in Europe makes bronze dogbone risers. Black Bike Wheels custom-builds 3.50 wide 23-inch wheels and Avon makes tires to fit.




I dug through my lockers of parts for old H-D controls, kickstands and miscellaneous items from the rigid frame era and started a stack of parts. I ordered the coolest headlight, taillight, and air cleaner combination from Crime Scene Choppers, their Rapid series.

Recently, I ran across a classic shotgun-styled exhaust system with an approved Suppertrapp tuneable muffler. I was going to make my own system, but this one is killer. Part of it comes from WCC and part from Illusion Cycles.




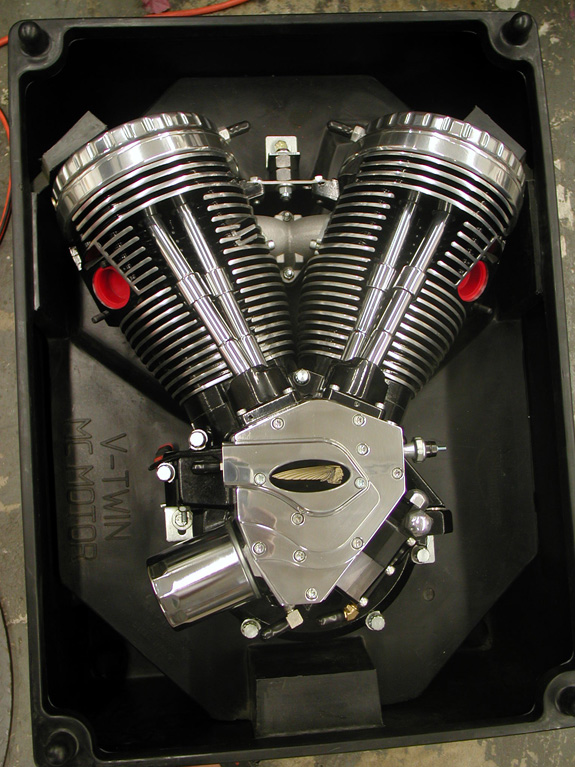
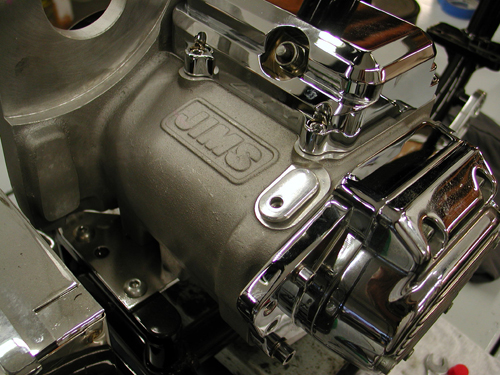
The key to the success of this project is the drive train. I sought a Crazy Horse V-Plus, 100-inch engine for several reasons. It has a classic design, renewed performance, looks and a left-side carb. I will couple it to a JIMS 5-speed transmission with a Baker kicker unit and a 5-1 shifting drum, so I can run a tank shifter and find neutral without a problem.
I generally run a BDL primary drive and Spyke and Compu-fire electrical components. I'm going to remount the gas tank with Bung King components and Rick Krost is building the oil bag to fit. For some strange reason I'm sick like a puppy dog today, so I'll stop here, but I will be back shortly with an update. If my head would quit throbbing I'd add some highly inspirational closing, but I'm toast. See ya next time.





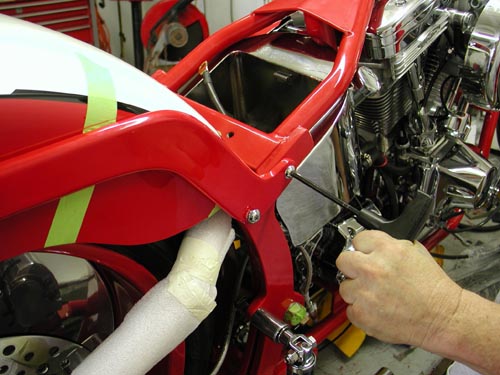
It's resting on the tail end of June and I'm riding to Sturgis on 27th of July. I'm burnin' daylight. Assembly will begin this 4th of July weekend, if I don't party the whole weekend away. This tech will take you through all the final preparations for shipment to paint, since I'm avoiding chrome. In this case, we're hauling down this old school road with only flat powder coating and pinstriping from George the Wild Brush.
No bondo, hand-rubbed lacquer, heavy clear coats, just some pinstriping and graphics from the master will insure this vintage Factory Racer peels to the badlands. Let's kick this tech square in the ass with the basics. We will cover an Exile rear brake mounting, Paughco footboard bracket gussets, welded pipes, final mods to gas tanks, fork stops, LA ChopRods wiring guides, and some fender-wiring guides.
This is the stage of bike-building that's frustrating. It's the notorious time of little bullshit obstacles hindering progress at every turn. I need to clean and seal the tanks. I must hunt down a couple of vintage parts and FlatheadFern.com is helping. I need the parts painted before I can begin my Phil's Speed Shop wiring, but I need to relax. It will all come together, I say, brimming with confidence as I drink more whiskey.

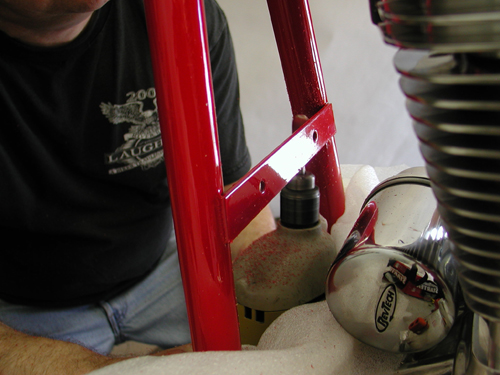
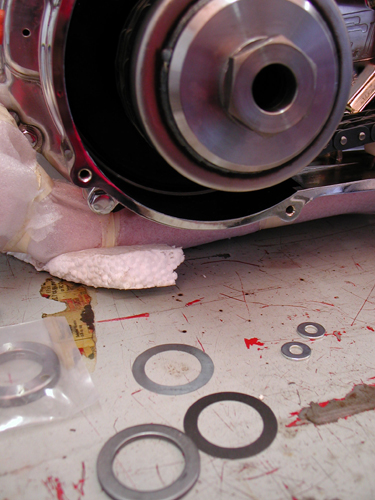
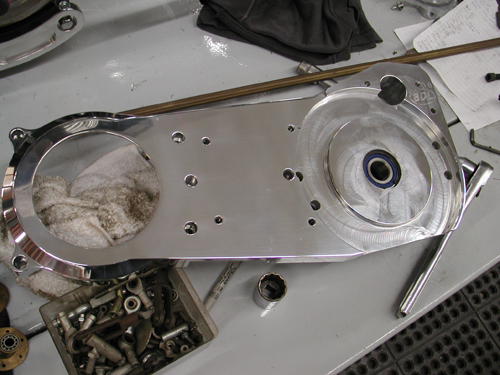
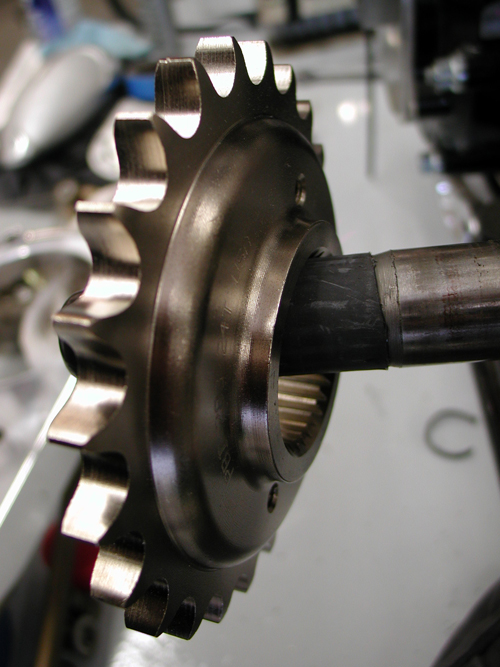
Let's get movin', so I can figure out what I'm missing as the weeks peel by, like deadlines to a Times sports writer. First, we installed the Exile black sprocket brake kit with a 48-tooth highly polished sprocket for the proper gearing.

I dropped the special, chromed 7/16-inch supplied flathead screws on the deck. I bolted up the sprocket and prayed for alignment with the JIMS transmission sprocket, which was a ¼-inch offset. They distribute a number of trans sprockets with a variety of gearing and offsets from zip to 1 inch. I ordered another JIMS sprocket with ½ inch, since I feel it will afford me perfect alignment position. We'll see.
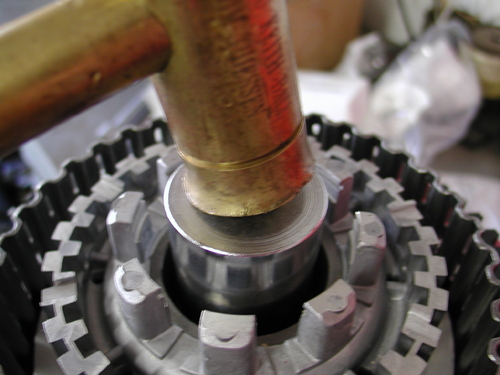
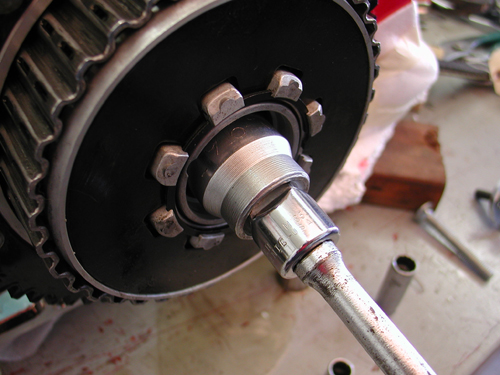
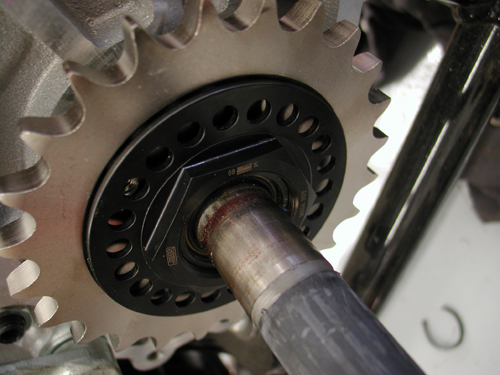
Russell Mitchell mentions in his Exile directions to consider a spacer between the hub and the Sprotor for alignment or tire clearance. The Black Bike wheel spacing seemed to be very cool.Next, Exile recommended machining the axle spacers so when the caliper and the bracket are installed and the axle nut is tightened, the caliper can run centered over the Sprotor.
I bored out the caliper bracket to allow it to float into the proper position over the axle spacer. Then I positioned the steel anchor tab against the frame. Exile supplied a fastener and a spacer for mounting, but I was able to weld the tab on the inside of the frame, very close to the caliper, which had its drawbacks. I also made sure there was some space and some chain adjustment space, so I wouldn't be caught without adjustment flexibility.

Russell made certain to point out that the tab needed to be absolutely parallel to the caliper, or braking efficiency will be hindered. He also pointed out the need to bleed the caliper before it was installed, but lifting it, so air could escape. I often take a file and slip it between the pads, to mirror the rotor surface. We'll get to bleeding over the weekend, I hope.


Moving right along, I spoke to Gard Hollinger like a panhandler at a coin convention. He offered a couple of his cable guide bungs for the project and I took him up on the notion. The code is to build a bike without using tie-wraps.




Gard makes a terrific product line of cable guides, tank bungs, and wiring loom guides. I crept through his shop slipping this guide and that runner into my pocket, and then I slithered out the back door.




I made a final speedo guide runner and tried to figure out my wiring system with the Phil's Speed Shop wiring harness. I tacked several loom runners and made some tubing runners for the fender.
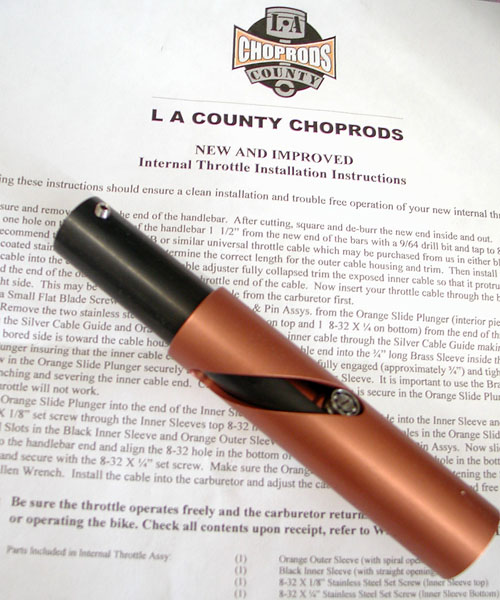



Then I moved onto installing the new and improved LA ChopRods internal throttle. They simplify handlebars and since no clutch lever was in the mix, my bars were destined for cleanliness. Gard, the boss of La ChopRods, the designer, welder, and janitor, went out of his way to redesign the LA ChopRods internal throttle with builders in mind. It has double bearings that won't fall out during installation. All the measurements were clean and simple, such as you cut a simple 4 inches off the bar and drill a tiny 9/64-inch hole just 1.5 inches in from the end and tap it to 8-32 thread. It was finished in a hot flash. I used an emery grinder on the inside of the bars to allow the internal throttle to slip in easy.


You can order the throttle cable from LA ChopRods. They recommend a Barnett 6B or similar universal throttle cable. They sell them in black vinyl or clear-coated stainless steel braid. In case I'm too harried to shoot the assembly, Gard suggests that the adjuster be collapsed and the cable installed in the carb first. He pointed out that the inner cable needed to protrude 1 11/16 inches beyond the outer cable.

Insert it into your bars and out the right end. Remove the screws holding the bearings in place and disassemble the ChopRods internal throttle. Gard designed a 3/4-inch brass sleeve to grab the internal cable and not damage it. In the past, I was concerned about screws coming loose and finding myself alongside the freeway. It happened to me on my way to the Exile open house. Gard made sure all the fasteners have no place to escape. And the handlebar fastener can be secured by running my GMA front brake lever clamp over the Allen 8-32 set screw. Done deal.


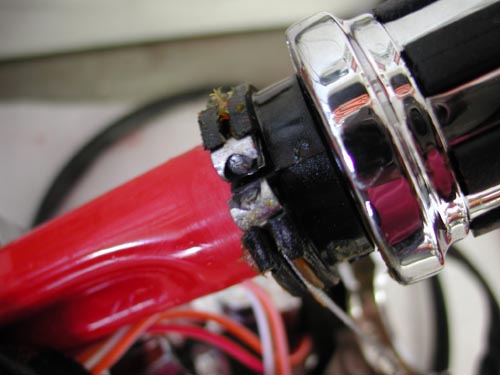
I ripped the Factory Racer apart after thoroughly thinking through the oil line placement, wiring, brake lines, and battery cables. I made a throttle guide and guesstimated it the best I could. With the bike in pieces, I finish-welded all the tabs and bungs in my sloppy MIG welding fashion. I drilled the frame for fork stops and busted the fender tab off the Paughco battery box. Positioned too close to the battery, I made another tab and welded it 3/16-inch closer to the fender. The head of the fastener won't rub against the battery. So far, it's the only item I forgot to weld completely. I missed the inside weld. Not sure what I will do, maybe panic. Maybe I'll grind away the fine Worco Powder Coating and weld it anyway. Or perhaps I'll just go for it.



In the next couple of weeks, I'll deliver on the Baker kicker system installation. What a fine piece this puppy is. Then you'll witness George “the Wild Brush” pinstriping various components and final assemble. Of course, you'll also experience the ride to Sturgis. Hang on.




Giggie our master machinist from Compu-Fire rolled up to the Bikernet Headquarters last Saturday. We haven’t seen him for months due in part to his work on new starting systems for the custom market. They are dancing through the final development stages of a system configured to drive off the crank shaft of the motor with a 60- to-one ratio compared to stock 48-to-1. That will leave the area about the tranny available for custom applications or lower seat heights.

Currently Compu-fire is soon to release a standard starting system, the Gen-2 HT, with 33 percent stronger magnets, 6-roller longer clutch (32 percent longer) with 30 percent more cranking while drawing the same amps from the battery.

I spoke to him about our cooling debate and here are some of his thoughts. “You want your oil to run at a minimum temp of 205 to eliminate water vapor or condensation that accumulates in oil,” Giggie said. “At 240 to 260 degrees petroleum based oils begin to break down, although synthetic lubricants could be good to 360 degrees. I have my doubts.”

Giggie developed an oil cooler for his FLH that kicks on at 220 degrees and off at 200. It has an in-line thermal switch continuously reading oil temp. He installed his cooler in a box with vents and two small electric fans wired to the thermal switch (to cool while idling).

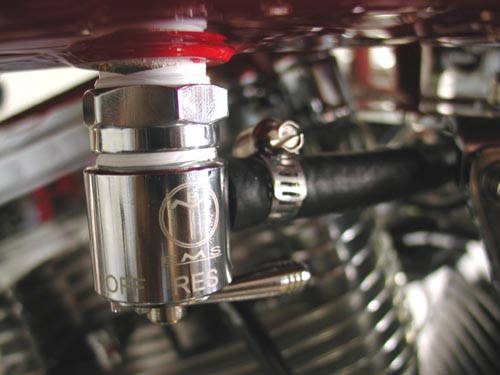
Regarding our project Giggie dropped off hand machined mid-controls for shifting and rear brakes. Next, we must buy a H-D slave cylinder with remote reservoir with a built in brake switch. We will hide the reservoir behind the oil bag and design a bracket to hold the slave under the trans.
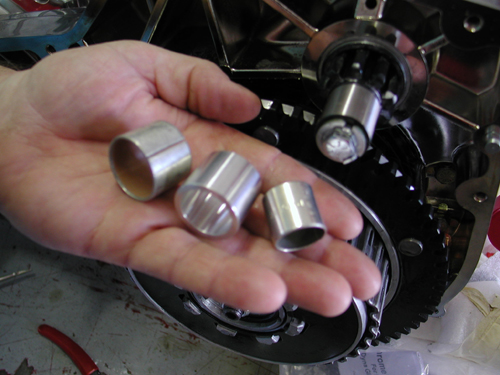
Giggie will supply us with four more bushings to run behind the shift and brake levers, two 1/8-inch thick and two 1/2-inch thick, to allow us variable spacing away from the engine pulley or point cover on the cone.
With the bushings in hand we can develop our final linkage behind the BDL belt drive plate and Giggie’s tranny plate to connect with the slave piston.

I’ve decided to remanufacture the exhaust system which is now a tight fit around the new brake linkage. Giggie also machined the foot peg mounts to accept any standard, pivoting foot pegs.

Next we need the bushings, slave cylinder and a day in the garage hammering and welding a new set of pipes.
–Bandit

Back To Part 10, Page 2


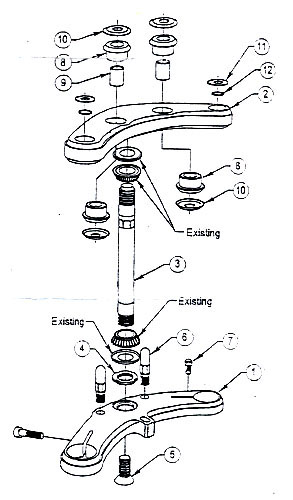
This shows just a fragment of all the parts involved.
Hang on. Here comes a complete build of a custom CCI Goliath Bike Kit. We built this 100-inch Rev Tech monster in nine days. The bike was assembled to promote the Annual Beach Ride, at the Queen Mary in Long Beach, through the efforts of Custom Chrome, George Hayward and Bikernet.com. We assembled the bike in the Bikernet Headquarters for the children’s charity ride. It was also featured in three issues of American Rider, but this is the extended, unedited version with charts. Before we get started, I want to add an editorial note. If you read this and want to add something, don’t hesitate. We can change the text whenever we goddamn want. If we missed something, you have a special tool, a correction or want to point out what a bunch of baboons we are, don’t stop, send a Your Shot. Let’s hit it.
“What the hell,” Nuttboy mumble, “what did you volunteer me for?” He scratched his butt, with a 9/16 open end wrench, as we loaded box after box of components into the garage. If CCI could somehow ship the components without the retail packaging, they would save a fortune. We had a truck load of plastic peanuts, plastic bags and cardboard.
The Goliath is a complete 100 inch, Rev Tech powered Softail kit. It comes with every nut and bolt. “And a few extras,” Nuttboy chimed in distractedly. Also included was a Softail manual and a Softail Parts book. We also referred to the Tim Remus book, “How To Build A Kit Bike”, from Wolfgang Publications.
“The Remus book was the most help, but there were big gaps in information,” Nuttboy grumbled. “We often had to scan the photos in the book in a fleeting effort to figure out a procedure that wasn’t described.” Maybe this series of articles will help.
The entire bike was built in a garage using normal hand tools. A professional shop came in handy on only two occasions: Pressing the clutch together, tire/wheel assembly and balancing.
The frame, wheel rims, and miscellaneous parts were powder coated by Custom Powder Coating in Dallas (214) 638-6416 to match the hue used by Santini Paint (714) 891-8895, for the sheet metal.

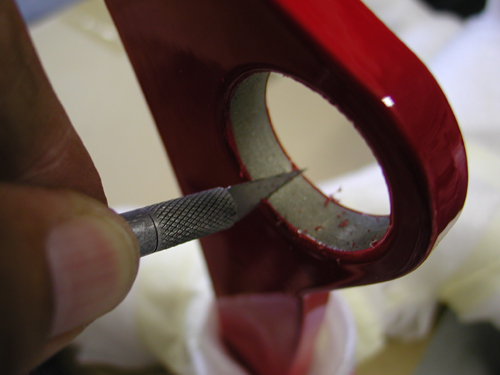
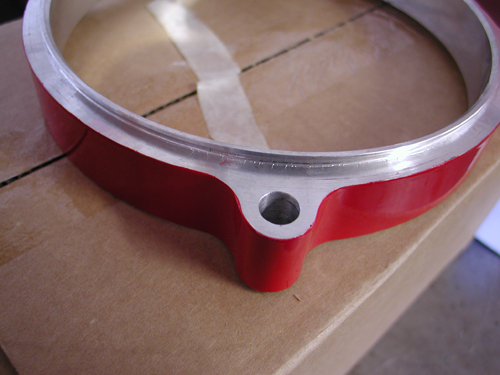
Here’s the massive rear wheel. It was powder coated red on the rim, then clear powdered. Finally George, the Wild Brush, finished the edge with a wide stripe.
“Violent Red I’d call it,” wise-cracked Nuttboy, “it looks hot enough to fry your bratwurst.”
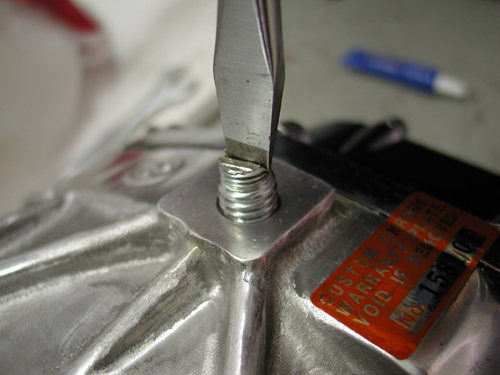
We made sure the tank was pressure tested and sealed at the painter’s. We organized the parts as best we could and once the powder coating was returned Nuttboy shaved off the paint and tape where the motor mounts and tranny mounts were located. Dallas handles frames for American Iron Horse, so they know what to mask, which saved time. Nuttboy started checking the surface around the neck and beating the cups into place with a brass hammer and a massive punch. They must be pressed in completely.

We tried to organize the parts. This was the electrical stack.
We cleaned the area around the cup area on the neck to make absolutely sure the cups would seat entirely. That’s critical. If the cup seats more while vibrating down the road the front end will loosen and add to crucial elements that could lead to a high speed wobble.

We used a 20-year-old Bikernet punch to drive the cups home. Make sure they’re aligned properly.

You can tell by the changing tapping sound that the cup is fully in place.

Note the markings to keep matched bearings and races together.
We separated the cups from the bearings but made sure to note which matched bearing fit in which cup, for the most precise fit. Nuttboy pounded the cups in place with a dab of grease to prevent jamming inside the neck.
Custom Powder Coating did a fine job of taping off the bearing and motormount areas, but each one needed the edges cleaned.

This emery bid worked wonders to clear away paint or soften the edges.
We used a bench polisher to clean the powdered edges on this inner-primary spacer.


Here’s the red billet headlight ring.


Scraping the tape free of the tranny mount for a solid bond.
Some of the frame threads needed chasing which eased assembly. Then Nuttboy bolted in the offset Tranny plate.
“The swingarm spacing was a turkey,” Nuttboy coughed trying to fit the axle. The swingarm axle came with several spacers, none fit perfectly, and we were forced to make spacers and set the swingarm up several times. He gave up on the swingarm and installed the shocks first then the tranny to make allowances for the studs. One had to be shaved due to the offset tranny plate.
Here’s some improved-shock instructions:
Place the motorcycle securely on a stand so no pressure is on the shocks.
Install the new shocks–the hardware was supplied
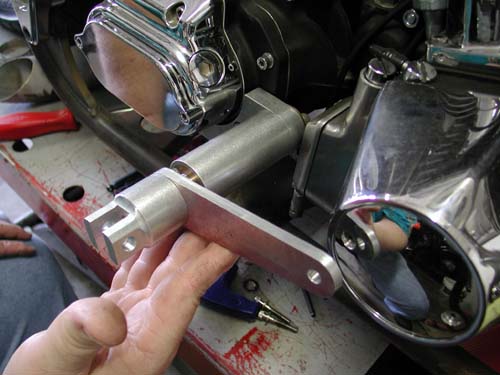
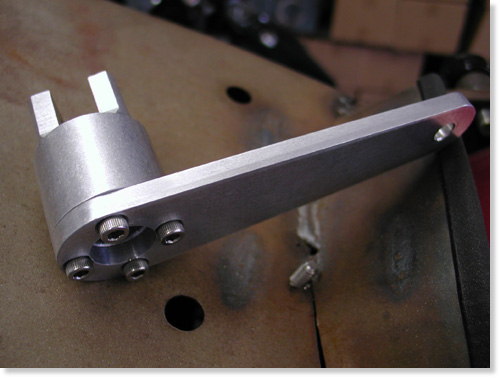
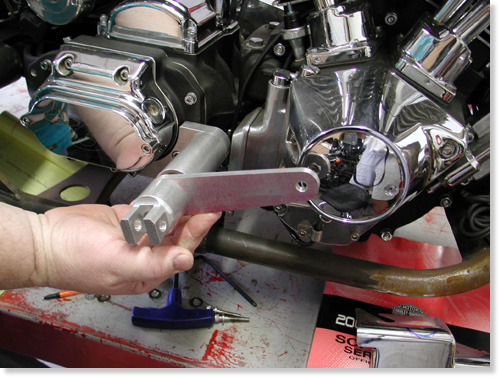
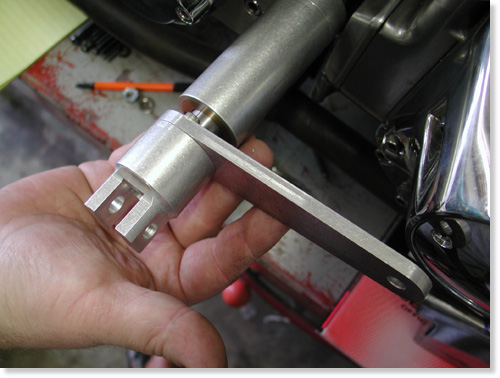
You’ll need a preload wrench from a dealership to adjust (94455-89).
The preload comes adjusted to the lightest setting. To increase the preload for heavier riders/loads/passengers, loosen the 11/16 locknut and back it off several turns. Use the 11/16 Harley adjustment wrench to turn the adjustment nut counterclockwise to the desired preload setting. Then tighten the 1-inch locknut. Both shocks must be adjusted to the same equal setting.

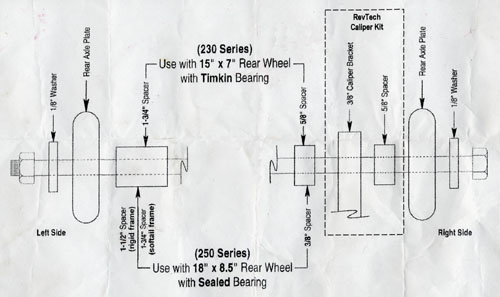
The swingarm axle came with a variety of spacers, but no guidance. The widened frame was almost two inches wider, maybe more. We would have loved a diagram.

We grappled with it for a couple of hours, then took a research break. Part of the dilemma was the thick red powder coating on the inside of the frame and swingarm parts.

“The fifth stud was removed,” Nuttboy said, “there’s always a stud too many in the Bikernet garage,” Nuttboy commented. Another stud was shortened for clearance. He tightened the tranny plate down but not the tranny until the inner primary is aligned. Directions indicated an Allen plug to replace the 5th stud. We couldn’t find it, so shifted to plan B.

The rear right stud also was ground to clear the shocks due to the offset.
We slipped the engine in from the right. It fit perfectly although Nuttboy had to grind the left rear fin slot, to afford the clearance, for the mounting bolt to fit.


The massive barrels with additional cooling fin area had a slot pre-ground into the rear of the rear cylinder for the motormount bolt, but it wouldn’t fit unless we shaved the bolt or ground one more fin. We ground the fin.

Here’s a 9/16 open end wrench that I bent, with torch heat, years ago to reach that bastard motormount nut behind the inner primary.
We mounted the front motormount bolts in loose at first. With the tranny and engine loose, we used the primary to align the driveline. This move is critical for alignment.
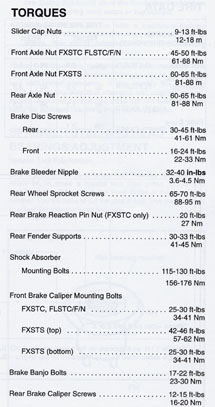
We slid on the inner primary, snugged it down and made sure the engine and the tranny aligned before tightening the motor and tranny mounts down. It’s best to tighten a few bolts, then remove the inner primary, and tighten the final bolts. Nuttboy referred to the stock Softail manual for torque specs (see torque chart at end of article). He made sure to install the rear belt before the swingarm and inner primary. “We still didn’t have the swingarm dialed in,” Nuttboy muttered turning wrenches. “The powder coating was thick and rubbery. This created an issue of tolerance and alignment. We often came to a ‘raise the bridge or lower the river’ type of decision. The swing arm installation gave us a clue, as to the need, to adapt. The instructions were either non-existent or cryptic. So we went with our mechanic’s intuition and marijuana paranoia.”
We also installed the front end on the first day. It was a breeze, except… Nuttboy followed the Remus book and kept in mind that the brake tabs run to the rear of the left leg. He dug through tin drawers to find rubber bumpers to slip over the fork stops and prevent the stops from dinging the frame. We decided to switch the bars for Custom Cycle Engineering, 8-inch, old school, dog bone risers and powder coated bars TT bars. “That will come later,” Nuttboy snapped tightening the lower tree pinch bolts.

The stem was tightened to the lower triple-tree with a counter-sunk Allen on the bottom. We used the supplied red Loctite on anything that was assembled permanently.

Here’s a fork stop in place. Easy livin’. We covered it with a rubber cap to minimize damage to the frame paint.

We used green masking tape around chromed fasteners to prevent peeling the plating. A rubber garden hose like washer goes in the top triple tree then a washer. For some reason these gaskets/oil seals loved to peel out or reacted to the fork tube fluid. We installed the caps loose initially, removed them and poured in 12.5 ounces of fork tube lube. Then we discovered that the assembled lower legs came with loose fasteners on the botton and loose drain plugs, so the fork fluid began to leak.
We replaced both fasteners with Tephlon tape for a secure seal.

Nuttboy torqued the rotors to specs, 18-20 pounds for the front and 25 pounds for the rear and installed the clean billet caliper. The manual called 12.5 ounces of fork lube. That covered our first 6-hour day. The next day, the oil seeped out of one of the legs and was dripping out of the other. Nuttboy was pissed, “We had to re-seal the drain plugs with Teflon tape and tighten the Allens in the bottom of the legs after removing the front wheel.”

Day two began installing the primary drive. We slipped the stator in place with some light grease on the plug. Nuttboy was careful to face the stator so the plug wires ran comfortably inside the case. We greased the plug lightly so it would slide through the case easily. “Make sure to back out the Allen set screw or you’ll be screwed,” Nuttboy barked. “When replacing the screw, take it easy. It can bore right through the plug and cause a short.” He checked to make certain the regulator plug would connect properly before driving the set screw home.
This is a delicate operation. If anything jams, stop and check it. Don’t force the plug, just guide it.

Once the plug protrudes, make sure it gives the regulator plug enough space to make a solid connection.
These little Torx fasteners come pre-Loctite coated. Tighten evenly to 30-40 inch pounds.
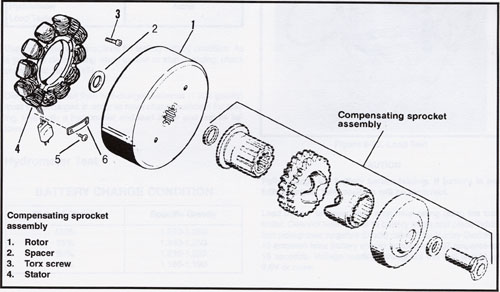
One spacer slips over the sprocket shaft before the rotor slides down the splines. It’s key to figure out which spacer is appropriate for the year you’re working with.
I compared several diagrams that run down the installation of rotor to make sure the proper washers were installed. The rotor slipped into place without a problem. “The kit came with a variety of shims to space the compensating sprocket properly with the clutch hub sprocket,” Nuttboy said.
“The Custom Chrome Goliath comes with virtually everything including fluids for the primary, forks, tranny and engine,” Nuttboy gagged, digging through reams of packing material. Once in awhile there was a quirk and the Tim Remus book helped. The chain adjuster parts included fasteners and extra parts, which was occasionally confusing.

The chain adjuster came with several parts including a U-shaped bracket that would generally run on the back of the base plate. We installed the plate with red Loctite on the screws. Later we discovered that the plate had to be removed, because we should have found the proper chart and seen that it used a carriage bolt instead of the U-bracket. Our mistake.

The Bikernet X-Files of fasteners.
“We had an ‘X-Files’ cardboard box for extra fasteners, unnecessary parts, and parts too damned weird to be from this planet,” Nuttboy pointed out clamoring through the box for a solution. “As we assembled the bike, the cardboard shipping boxes flew out the garage door, and the X-Files box overflowed.”
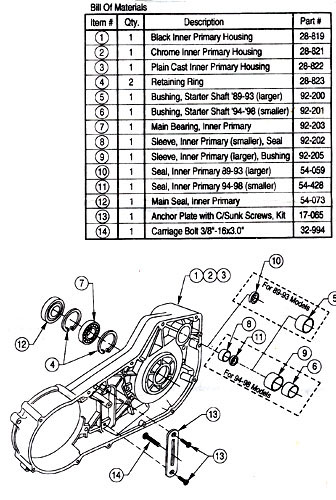
This diagram shows all the elements of the inner primary.
This brings up a key point in building a bike. Read everything first. If we had read Tim’s book from cover to cover, the manual and all the instructions, we would have saved some time. Keep in mind that we built this bike in nine days–part time. We were flying. That’s my goddamn excuse, and I’m sticking to it.

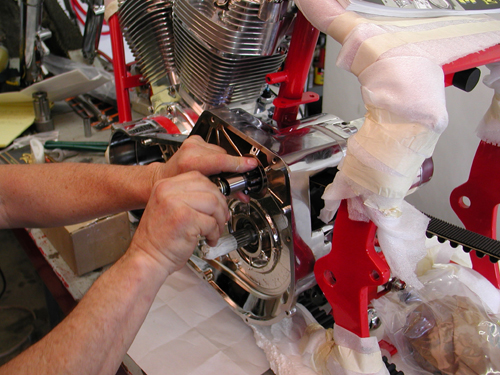
We handled the inner-primary bearing and seal at home with a brass hammer and just the right massive socket.
“This was an area where a pro shop came in handy,” Nuttboy commented trying to force the clutch together. Our garage was not equipped with a press. “Installing seals and bushings must be handled with care,” Nuttboy muttered after reading a comment in Tim’s book. Using a brass hammer and a large socket works, but is not recommended. “A good shop,” Nuttboy said loading the clutch parts in the truck, “like Larry Settle’s in Harbor City, California, can handle this aspect in five minutes.” With the bearing and seal in place, in the inner primary, and the proper bushing selected for the starter coupler, we were ready to install the inner primary and torqued the bolts to 20 pounds.

This bushing was also handled in the Bikernet Headquarters.
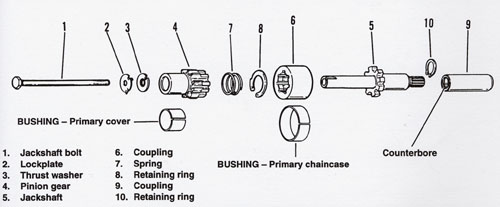
These are a bunch of tricky parts. Follow the diagram carefully.
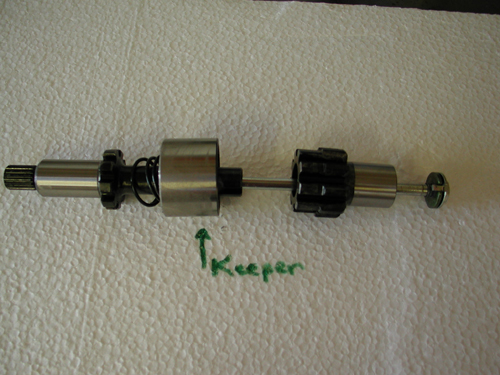
Here’s another shot of the starter shaft components. It’s easy, but make sure you have them in the correct order.

Should slip right in with some help between the inner primary and the tranny.
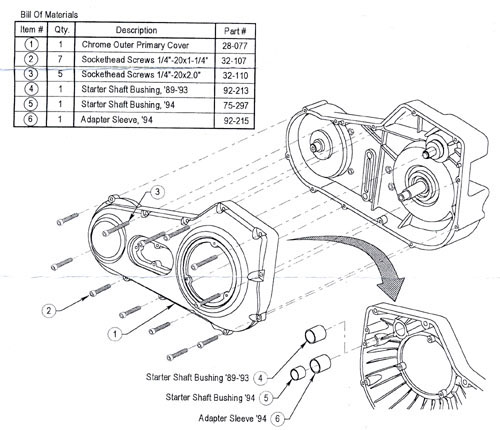
Picking the proper bushing was a key element. Since we didn’t have trememdous experience with various models we used the starter shaft parts as a guide.

Here’s the outter primary bushing gooped with Never Cease.
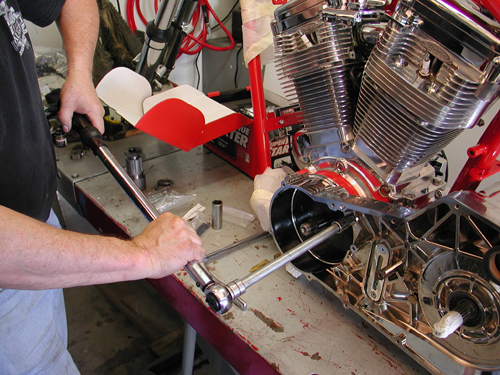
The inner primary was torqued into place. Don’t force it and make sure all the O-rings are in place around the engine spacer.

Here’s that goddamn chain adjuster in place.
Subscribe to American Rider, I did.
“Hold it,” Nuttboy barked from under the lift. “We inspected the edges of the powder coated wide drive spacer, first,” Nuttboy grumbled. “We greased the O-rings for a solid seal. The guys who worked with Tim on his book recommended Never-Cease instead of grease for primary related slippery parts.” The starter gears were a trick and we used the manual for guidance. Nuttboy installed the regulator after cleaning the installation area for a solid ground. He also installed the starter. That blew through another day, 8 hours.
Nuttboy ground off the regulator mount paint with the emery bit for a solid ground.
This was a bad and unsuccessful move. Larry Settles pressed the clutch together in five minutes at his shop. We need a press in the Headquarters.
We started the third day with the clutch hub and shell pressed together at Larry Settles’ and the fiber plates soaked in primary fluid over night. Nuttboy installed the clutch and compensating sprockets with the wide drive shaft extensions and shims. We tightened the Clutch hub nut to 70-80 foot pounds of torque and the compensating sprocket nut to 150-165 foot-pounds of torque. Then he checked the alignment of the primary chain and adjusted the shims behind the shaft extension to give us a .004 to .014 tolerance. After Nuttboy adjusted the clutch pushrod, it was time to bolt up the outer primary with a new gasket.

The fiber clutch plates were soaked for 24 hours in primary lube.
Here’s the pieces used with the clutch pushrod to adjust the clutch. Final pieces to be installed with clip ring pliers after the clutch is torqued into place.
Here’s the compensating sprocket shims. After the clutch is installed and the sprocket with the chain we measured from the chain to edge of the inner primary with feeler gauges to make sure that the distance from the front of the chain to the clutch was no more than .014 inch. If not we needed to adjust the shims.
Here’s the various bushings out of focus.


We cleaned up the countersunk holes for a tight fit.
Ah, the primary locked-up. Don’t forget the fluid.
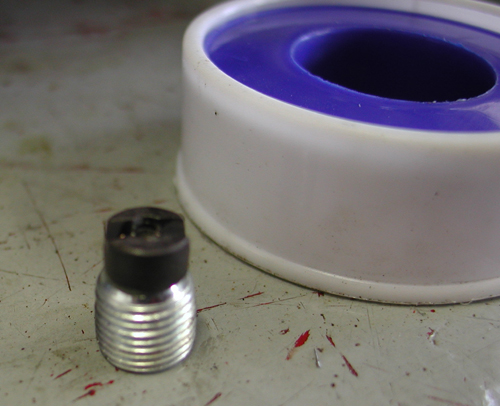
This is the primary drain plug with magnet attached and Tephlon tape in the background.

Primary plug in place. Later we were suspicious and pulled it, shaved off half of the magnet and replaced it. It may have been hitting the clutch.
“Ah, but first,” Nuttboy corrected, “we determined the correct bushing to press into the outer primary for the starter pinion gear. With primary installed Nuttboy bolted in the drain plug with Teflon tape and filled the inner primary to 1/4 inch above the clutch shell lip (with the bike upright) and attached the derby cover with an O-ring.
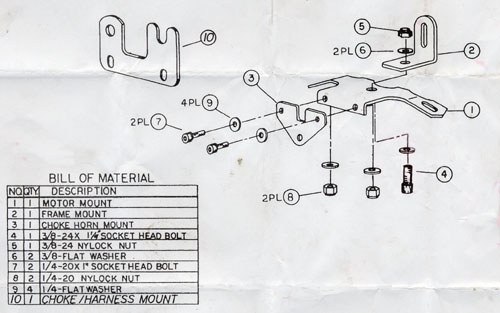
Here are the components involved with the top motormount. Keep in mind that the horn bracket is part of the mixture, unless you’re like me and would toss it in the trash.
Next we installed the top motor mount, horn and choke bracket. Watch this little puzzle closely. I ended up dropping the horn down some to make for more clearance.


We trimmed a fastener to fit.
Ultimately we discovered that the gas tank touched the motormount bracket and had to move some spacers around.

We found the oil tank brackets (unchromed) packaged with the rear axle. We primered them and painted them black.
Nuttboy then installed the battery cables. Tim’s book was helpful determining which cable went where. “It’s good to install them before you attempt the oil can assembly,” Nuttboy pointed out. The oil can brackets were vacuum packed with the rear axle and un-chromed. It was a hunt to find them.” Nuttboy spat. “Who would expect to find oil tank brackets packed with the rear axle?”

We moved onto the front wheel which had been powder coated and cleared by Custom Powder Coating, then George, The Wild Brush (310) 488-5488 pinstriped both wheels to conceal the powdered edge. The front wheel was a breeze using the one long spacer on the right and two short spacers for the left portion of the axle.

Make sure the wheel is centered and tightened down. Then with the supplied shims, center the caliper over the rotor.
“One had a small lip that fits in the seal and prevents it from falling out,” Nuttboy pointed out, his bike building, education expanding. Then we installed the caliper.

One of the most time-consuming aspects of building a bike is hunting and or making shims and spacers. Lotsa tools helps out.

Nuttboy shaving a washer for a perfect fit.

We sought to center the swingarm in the frame by manipulating spacers and shims.

Here’s some of the tools involved in spacer/fitment wars.

It took some precision calculations to fabricate the perfect fit.
Finally we shifted back to the swingarm and spacing madness. Nuttboy worked the spacers until it was centered in the frame. “Where the shaft was a delicate problem,” Nuttboy grumbled, “the rear wheel was no problem.” He followed the supplied diagram to the tee, although one spacer had to be altered, perhaps due to the thickness of the protective powder coating.
Sure we stumbled from time to time. We don’t build Softails daily, but the Beach Ride Bike was flying together. That summed up day three. Stay tuned as we stumble back into the teetering garage.

BRAND NEW CUSTOM CHROME CATALOG RELEASED–
Custom Chrome’s new offering for 2004. The California based distributor brings you the most comprehensive product offering in the Harley-Davidson aftermarket! At over 1,200 pages and over 22,000 part numbers, their 2004 Catalog features the new RevTech 110 Motor, Hard Core II, Ares bikekits and noumious frames and forks–everything from nuts & bolts to performance products. It’s the Custom Bike Bible for the year.
ONLY $9.95 + 6.95 Shipping**
Grab a beer, here’s part five of the Goliath Bike Build for the Exceptional Children’s Foundation Beach Ride. This promotional project wouldn’t be possible without the contribution and support of George Hayward, who funded it. The crew of Bikernet.com built the bike with additional hands belonging to a novice American Rider, Nuttboy. His past is too sordid to mention.
The frame, wheel rims, and miscellaneous parts were powder coated by Custom Powder Coating in Dallas (214) 638-6416 to match the hue used by Santini Paint (714) 891-8895, for the sheet metal.

As we wrapped up the third day of construction last issue we had installed the entire driveline front-end and both wheels. We were rocking with the assistance of the Tim Remus book, How To Build A Kit Bike. The book is available in the Bikernet Gulch. Let’s get to work.

Nuttboy kicked off day four by installing the coil, which would seem a no-brainer. The bracket bolted to the frame stress tube behind the engine. The coil installed effortlessly, then the powder coated cover slipped into place. Unfortunately the cover fasteners didn’t line up.
“Small buzzing tools and a careful hand corrected the problem,” Nuttboy muttered setting the dremel tool on the lift.

Setting up sparkplug wires isn’t rocket science. Measure them correctly, leaving plenty of slack for trimming. Make sure to pull the rubber boots on first so you don’t have to drag them over the brass fittings.

Also, trim plenty of insulation away from the carbon wire to make considerable contact when you bend the center over the end and press it between the insulation and the brass fitting. You don’t want it to vibrate loose and pop free to lose connection.

This takes finesse. Pinch them in from the sides then down in the center with needle nose pliers.

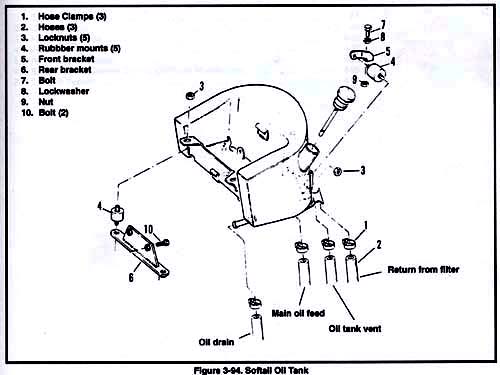

Nuttboy shifted to oil tank installation. The first aspect launched us into an interesting stumbling block. We couldn’t find the brackets for the oil tank? They weren’t with the oil tank at all. We dug through box after box. Here’s the key. If we ordered a complete Santee frame, it would be shipped with the oil tank and rear axle. Since we ordered the entire kit, the rear axle was vacuum wrapped separately from the frame and oil tank.

Guess what was plastic sealed with the rear axle? Yep, the two brackets for the front of the tank and the one long rear bracket. The oil tank is mounted front and rear with rubbermounted studs. Take it slow to figure out what goes where. Install everything loose first.

Since the mild steel brackets were missing in action we didn’t have them chromed or powder coated. That left the two-stage black rattle-can finish. We cleaned and primered them, then after 24 hours, hit them with a couple of coats of gloss black.


Here’s the case vent that runs directly to the inside front oil tank fitting.
Nuttboy took care to run the vent line first, then the oil pump to filter hose following the diagram that comes with the RevTech 100-inch engine. He made absolutely sure to run lines carefully clear of sharp edges or hot parts. Next he installed the oil line from the filter to the tank.


This line runs comfortable under the oil tank to allow draining clear to a funnel. You don’t want it to show, but make it as long as possible.

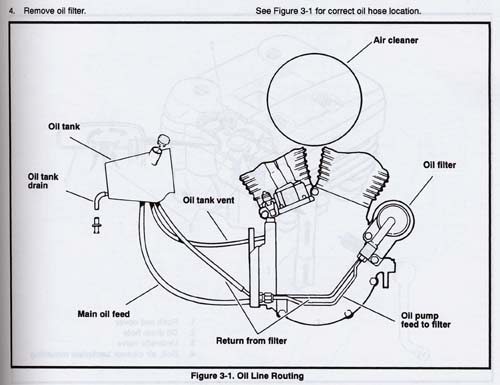


This one was a bastard to run.
Finally the feed line ran from the tank to the pump, “I don’t know why the it ran around the frame tube,” Nuttboy cussed, “It was a bitch to reach.” He noted that often it’s best to slip the hose clamps over the rubber tubes prior to sliding them over nipples. “Watch for the positioning of the clamp fasteners,” Nuttboy added, “It will save time and frustration.”

Here’s the return line from the oil pump to the oil filter.

After the oil tank was installed Nuttboy decided to bolt up the ground strap. Here’s one of those reasons for never tightening something before you know it’s in the right spot. He installed a ground strap backward and we were forced to drill out the lug.

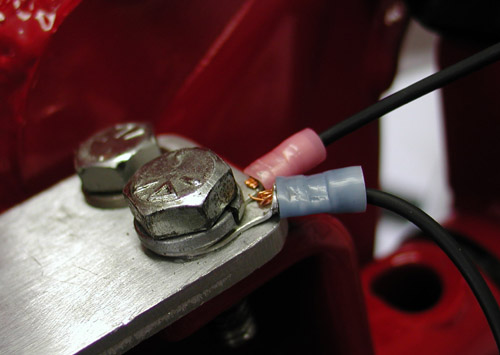
Next we picked a spot at the rear of the frame behind the oil tank to use as the ground. We cleaned away the heavy powder coating and sanded it to a bare frame before installing the cable. The cable runs from behind the starter to the frame and from behind the starter to the negative battery terminal for the best possible ground.
Next he dug through the parts box to find the forward foot controls. The right side connected easily to the frame with blue Loctite. The Left shift lever bracket and kickstand took a 1-inch spacer to make up for the offset primary, then we ran into a problem mounting the kickstand.

The right side bolted right up with Blue Loctite.

You can see the billet aluminum offset spacer to push the controls out an inch. We also needed longer bolts.
We used additional washers to solve a spacing hassle and moved ahead. All the fluids came with the kit, so Nuttboy quickly filled the oil tank. Another half day had slipped away.


You can see where the kickstand bracket hit the backing plate for the shifter. Rather than grinding the plate we searched for some spacing washers to handle the job.


The Goliath kit comes with a massive Rick Doss, side mount, license plate and taillight bracket. We decided to use some aspects of it and tighten the look of the bike some. We drilled the bracket, dug around through drawers for the proper spacer and hardware and redesign the right footpeg mount to incorporate the license and taillight. It worked out tight and right.

Here’s the spacer we found and the bolt.

We drilled the bracket to 1/2-inch for the footpeg stud, ran the license vertical and were good to go.


That’s it for this week. Stay tuned. We’ll try to drop in a Goliath tech every-other week until this puppy roars to life. If you’re interested in a bike build, order a Custom Chrome catalog first. It will give you tremendous info.
Stay Tuned.
–Bandit
BRAND NEW CUSTOM CHROME CATALOG RELEASED–
Custom Chrome’s new offering for 2004. The California based distributor brings you the most comprehensive product offering in the Harley-Davidson aftermarket! At over 1,200 pages and over 22,000 part numbers, their 2004 Catalog features the new RevTech 110 Motor, Hard Core II, Ares bikekits and countless frames and forks–everything from nuts & bolts to performance products. It’s the Custom Bike Bible for the year.
ONLY $9.95 + 6.95 Shipping**

Day five kicked off with a guessing-game tribute. It took us nine days to build this sonuvabitch and nine months to post the articles. No excuses, we’re getting there. We had to figure out which hydraulic lines and fittings went where. Nuttboy set up all the lines loose to test various configurations.
“Take some time,” Nuttboy muttered wondering if he had it right, “there’s no set rule.” There was just enough flexibility with the brake switch mounting to keep us guessing. Three puzzling lines were involved: Front brake, rear caliper to brake switch and brake switch to master cylinder.

Before locking down any lines we decided to adjust the shocks. They can only be properly calibrated with the bike jacked up to relieve any pressure. Then the eyes were released from the swingarm and spun. They don’t adjust from the center.

We set the bike low for looks, and for fender installation clearance. If we had set the bike high, mounted the fender then lowered it, we might have encountered fender rubbing problems. Ultimately we experienced the swingarm smacking the frame rails. I did some research and discovered other experienced builders with similar maladies. We spaced the rubber stoppers out to prevent further problems.

The hydraulic lines were notoriously long, but better long than short. With some creative ability we altered the position of the brake switch to make up for extra line length. Nuttboy Teflon coated fittings without copper or soft O-ring gaskets and tightened them appropriately.

The front brake line was a breeze due to the assortment of fittings and one accurately measured line. The simple Rick Doss bracket with directions installed effortlessly under the bottom triple-tree for a custom touch.


Next Nuttboy installed the speedo sensor in the trans. We searched for a 1/4-inch longer 1/4-20 Allen for the cap and 6-speed spacer. Since one didn’t come with the kit, we used a stainless Allen bolt that we polished for a chromed look.
Nuttboy installed the powder coated rear splashguard with CCI supplied chromed fasteners. Since it wasn’t chromed we went with powder-red for a matched look. “Keep in mind,” Nuttboy spoke up after his second beer, “the splashguard goes on inside of the swingarm tabs, not the side closest to the tire.” We burned through another four hours and ducked out of the Bikernet headquarters.
BRAND NEW CUSTOM CHROME CATALOG RELEASED–
Custom Chrome’s new offering for 2004. The California based distributor brings you the most comprehensive product offering in the Harley-Davidson aftermarket! At over 1,200 pages and over 22,000 part numbers, their 2004 Catalog features the new RevTech 110 Motor, Hard Core II, Ares bikekits and noumious frames and forks–everything from nuts & bolts to performance products. It’s the Custom Bike Bible for the year.
ONLY $9.95 + 6.95 Shipping**

Day six, we checked our seven-day deadline. We had one day remaining. The powder coated pulley arrived from Texas with the edge polished and cleared. It was a nasty touch to the overall look of the bike. The Goliath came with a solid narrow pulley to match the massive rear wheel, but we decided on a change from H-D to add some detail. Not bad.
“I got in trouble,” Nuttboy muttered shuffling his boots on the deck, “I installed the pulley bolts in haste and dinged the swingarm paint above the axle with the ratchet extension.” By moving the wheel back, with the axle adjusters, clearance was enhanced. Nuttboy tightened the red Loctite touched fasteners to 55-65 foot pounds. The brake rotor was fastened with blue Loctite to 25-30 foot pounds of torque.



George delivered the sharp sheet metal from Santini Paint, and we quickly jumped the custom tank and suddenly noted that the top engine motor-mount position had to be adjusted for clearance. First off, we pried rubber grommets into the tank tabs using a wooden wedge to prevent damage to the paint or grommets.

Nuttboy installed the tank bracket and one side of the tank then chased the powder coated threads on the frame backbone. He installed the petcock considering the angle and position of the nipple and how the hose would route to the carb. Next he installed the gas line, the fuel filter, and the gas caps.




“Note,” Nuttboy interjected, “that the left gas cap has left-handed threads.” The bottom of the petcock was also left handed. “Don’t tighten them to the base,” Nuttboy added. “We centered the fittings in the threads. Then with Teflon coating the threads I screwed it into the tank bottom.” If the petcock wasn’t aimed properly we loosened the tank collar, aimed it and tightened it down. Another day slipped away.


Day Seven
Day seven started with templates, our lovely female assistant, made of the fender rails and marked mounting holes. We installed the rails loose and masked them to prevent damage to the sheet metal. We created 1 1/4-inch spacers, taped them to the tire, made sure the wheel was aligned and removed the jack. We also adjusted the belt, so that the wheel was in running position. We chose 1 1/4 inches for the following reasons. The bike was lowered to the point that it had less than an inch of travel, maybe 3/4-inch. If it bottomed it still wouldn’t hit the fender by 1/2 inch. Keep in mind that there’s a seat bracket stud under the fender. Clearance was needed.

“This was a tough one,” Nuttboy said, “There wasn’t any specific fender mounting guidelines. We used the seat, styling looks and fender to tire spacers to indicate fender position.” I’m still not sure we did it correctly. Note the fender rail position, although it fit the seat perfectly.



Using a grease pencil we marked the position of the fender rails on the fender, then the templates were used to note the position of the mounting holes. “First,” Nuttboy added with a bark, “drilling the mounting holes should take place before painting to prevent goof ball damage to the paint job.” He was right. Position the fender first, drill the holes and then paint the sucker. We had a screaming deadline an all the components rolled to powdercoating and paint before we could fuck with them. Ah, but George took the rails out to a machinist and had them radiused for a more refined look.

It’s helpful to drill the cardboard template and make sure that it is marked as exactly as possible. Then center-punch the fender and drill the first hole with a small bit. “Pray that the holes line up,” Nuttboy added. They didn’t and some monkey-business was necessary. That ended day seven.
BRAND NEW CUSTOM CHROME CATALOG RELEASED–
Custom Chrome’s new offering for 2004. The California based distributor brings you the most comprehensive product offering in the Harley-Davidson aftermarket! At over 1,200 pages and over 22,000 part numbers, their 2004 Catalog features the new RevTech 110 Motor, Hard Core II, Ares bikekits and noumious frames and forks–everything from nuts & bolts to performance products. It’s the Custom Bike Bible for the year.
ONLY $9.95 + 6.95 Shipping**
Day Eight

Day eight started at 11:30 a.m. when Nuttboy drilled the seat bracket hole, being careful not to drill through the tire. “Care must be taken mounting the seat grommet,” Nuttboy added. “There was a good 3/16-inch of bondo on the top of the fender.”



We were rockin’. We cleaned the fender holes, installed the bolts to the rails, loose and installed the fender on the frame with the rails attached, checked the fender location, tightened the rear fender bolts then rocked the fender, attached to the fender rails, forward and tightened the remaining bolts. Finally Nuttboy tightened the Allens holding the rails against the frame.

We moved right onto the powder coated handlebars and discovered that the throttle wouldn’t slip over the coating.

“Sanding was required,” Nuttboy explained. We didn’t use the pullback bars that came with the kit and replaced them with TT-bars and 8-inch Custom Cycle Engineering traditional dogbone risers.


The bars, controls, switches, clutch and throttle cables are a bear. “Take your time,” Nuttboy muttered remembering the process. “I could have used four midget hands easily.” The right side is more complex because it encased throttle cables and throttle tension adjustment fasteners.

The tension screw was slipped into the base then Nuttboy struggled to fit a very tiny C-clip onto the shaft, so the adjuster could never vibrate out.

“Lube the cables before installation with a thin oil or silicone lubricant,” Nuttboy muttered. The throttle cables have two different diameter housings so you can’t go wrong. The cable with the spring on the end is the return cable. Make sure the throttle cables are routed cleanly, no binding.





We were into our eighth day when we used the gravity method of bleeding the front brakes. We filled the master cylinder, pumped carefully and allowed the air bubbles to escape through the reservoir.

While it did its thing, we turned to the wiring. We’ll get to final aspects of the Goliath masterpiece in the next couple of weeks. Hold us to it. If you don’t see the wiring tech posted send me an e-mail. We need to wrap it up and go for a ride.


That’s is for this week. See you next time.
–Bandit

Okay, we’re late launching this, like by several months. I apologize and I’ve wired another bike between this bastard and now, so my memory fades. This predominately, took place on the ninth day of the build. Hell, we built the bike faster than we wrote or launched the articles–go figure. I prefer to wire bikes with few bullshit, little switches and gadgets that could leave me alongside the road. This called for nearly stock Softail wiring, although we did ditch the turn signals. The absolute keys to wiring are care, patience and a sketched out plan.
Draw a pencil sketch of the bike and where the components are positioned. The Thunder Heart wiring system came with three schematics. We had to figure out which one was appropriate for this scoot. Once we had it (Typical EHC Softail Wiring), nailed down wiring moved along .
“Yeah right,” Nuttboy spouted, “the headlight wires were not marked high or low beam, neither were the taillight wires or coil wires.” Some testing was required. The directions called for viewing the main circuit plugs from the mating end. “That wasn’t the case and we lost time, damaged the connectors, plus disassembling at the connector plugs is a bear,” he said and gulped his Corona. Fortunately we soldered each connection for a secure, lasting working fit.

The Thunder Heart consists of five major components. There are four harnesses: one for each side of the handlebars, one front harness, and one rear harness. There is also one central harness controller.
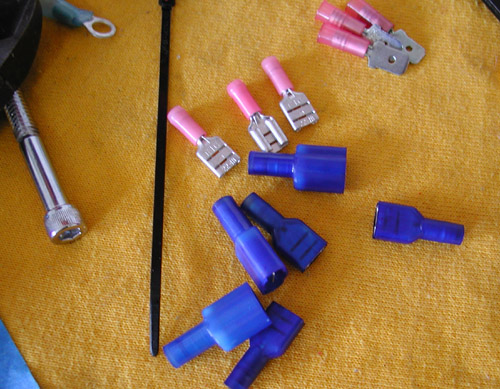
“They also pack in all the shrink-wrap, tie-wraps and connectors we needed,” Nuttboy added.
Each harness plugs into the central control unit. “We attached each wire to the terminal plugs,” Nuttboy said cringing. Individual wires are pushed through the backside of the plug. Then the connectors must be crimped into place and finally pushed into the plug base.
“We could go on about the wiring all night,” Nuttboy sniveled.

It’s true, but if you follow the code above and read the instruction, then take your time, you’ll be pleased with the outcome. The instructions call for mounting the Split Tank EHC control unit on the top frame tube between the gas tanks. The black plastic mounting base is molded to fit the tube radius and slotted to accept zip tie fasteners. The EHC latches onto the mounting base via the three mounting tabs so that the diagnostic instructions are visible with the dash removed.
With the EHC mounted, attach the rear harness connector to the EHC mating connector. Notice that each wire is labeled according to its function. Route each wire to its destination, but do not cut to length just yet. Keep wires bundled together until they need to break off to their destination. Try to minimize the number of branches from the main harness by combining wires that branch off closely in one larger branch as they will make the heat shrink easier to apply later.

Use electrical tape to construct branch points and to temporarily attach harnesses while fitting is done. Remember to allow extra length for suspension movement or strain relief when locating attachment points. Take care to route harness away from sharp edges, surfaces that may pinch wires or hot pipes. Wires not used should be terminated at the connector to prevent short circuits. Repeat this procedure for the front harness and the right/left control harnesses. When all wires are routed and the harnesses are temporarily attached at their mounting points, cut the excess length from the ends of the wires leaving them approximately 3 inches too long for the final fitment.

Note: the horn and aux power circuits are found on both front and rear harness connectors to allow for different mounting locations. Use the most convenient one for the horn, both aux power circuits may be used, or not, as needed.

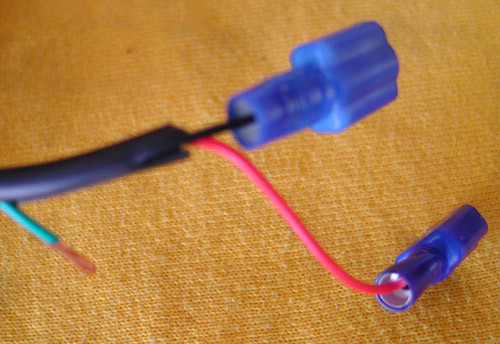
Once the harness has been trial fitted to the bike, remove it for the next step, which is to apply the heat shrinkable tubing. Starting from the main connector, cut a piece long enough so that it extends 1-inch past the first branch intersection. This extra length will allow the tubing for the branches to slide into the main tubing. This creates a smooth transition to the other legs of the harness. When a tubing section ends at a termination point (connector/terminal) slide a long piece into the main tubing and then cut at the end of the wire (taking off the last 1/4-inch or so of wire as well).
With the heat shrink tubing installed, use a heat gun to shrink the tubing starting at the main connector and working to the other end. Now refit the harness to the bike attaching the main connector to the EHC first, then attaching the harness to the frame where necessary. Finally, cut the ends of the harness to length allowing room for motion and strip the ends. Attach the terminals to the wire ends and use the heat gun to shrink the strain reliefs (if no shrink tube is attached to the terminal use the 1-inch pieces supplied in the kit.)

The EHC is designed to control LED type dash indicators. LEDs are brighter, vibration resistant, more power efficient, usually need no replacement and are generally easier to mount on a custom bike. When a Thunder Heart LED indicator panel is used, simply find a suitable mounting location and plug the supplied cable into the EHC.
Day nine started with Bloody Marys at noon. We wired the speedo to the tranny using separate connectors from what the kit offered. We ground the instrument dash to the frame.
“This is all a trick of taking the time to route and combine the wires carefully,” Nuttboy added wringing his hands.

The dash was tricky to align for mounting and we fought it for a half hour. “We carefully drilled and taped the 1/4-20 hole in the frame,” Nuttboy pointed out, “to mount the rear of the dash.” We took a break to chase women then returned to the fray.

Next we cut the supplied Samson baffles in half to prevent over restricting the big straight pipes, then cut the pipes slightly to even the length and attached down-turned muffler tips.

Actually San Pedro Muffler helped us with the modified exhaust, which we mounted to the right side transmission bracket for a clean, secure and light assembly.


We couldn’t leave the pipes alone. They were 2-inch and bone straight. We added some baffle for performance back pressure downward tips for style and a respectable exhaust tone.





We also modified the Doss taillight (that is designed to run on the right side unlike most side-mounted lamps) and passenger peg for a tighter look. The tinkering and break-in period was upon us.
“Damn,” Nuttboy shouted from the garage. “We forgot the cross-over vent tube between the gas tanks. “
Watch out, when we reveal the finished product, the co-workers and the cheer-leading team of San Pedro alley punks. Don’t miss it. I swear, in the next couple of days.
BRAND NEW CUSTOM CHROME CATALOG RELEASED–
Want the Custom Chrome’s new offering for 2005. The California based distributor brings you the most comprehensive product offering in the Harley-Davidson aftermarket! At over 1,500 pages and over 25,000 part numbers, their 2005 Catalog features the new RevTech 110 Motor, Hard Core II, bikekits, frames and forks–everything from nuts & bolts to performance products. It’s the Custom Bike Bible for the year. No, this is not the latest book, just click on it to find the real deal.
ONLY $9.95 + 6.95 Shipping**
** Price may have changed.
Moving right along, I overcame the Wilmington Mung and slipped back into the shop. It’s like self-induced Christmas for the homebuilder each week when UPS arrives or I score something at the bike swap meet. Ya plan, save small bags of gold and reach out to vendors to make deals, then wait.

I got all pumped when the bronze risers drifted in from DPPB in Europe, and I immediately tackled the mounting and handlebars. I hit two hardware stores looking for the proper length hardened studs and the second score was doubtful, but I rolled the dice and bought them anyway. As it turned out, 3-inch ½-inch studs with coarse threads on one end and fine on the other worked perfectly.
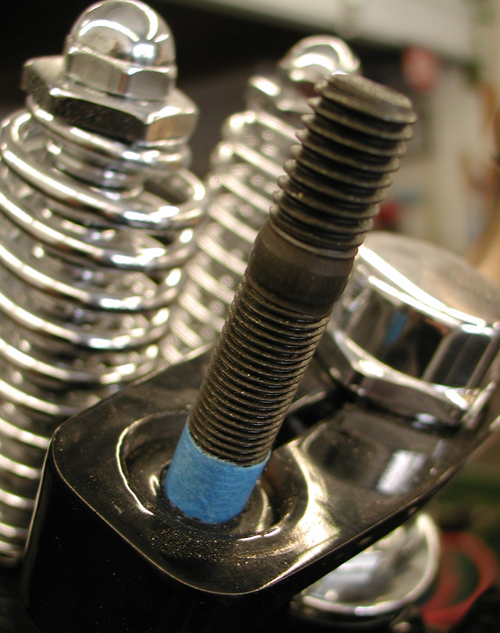
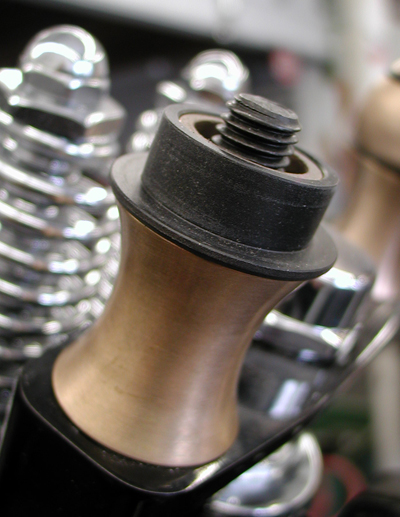

I tested the fitment by wrapping masking tape around the fine end 3/8-inch up from the bottom. I screwed them into the narrow Paughco leg, and then installed the riser components to see if I had enough length to reach the top bronze nut. I had plenty of threads, so I move the tape to 5/8 inches of securing fine threads and installed all the components. It all fit like a dream.

Then I went to work searching the shop for a set of bars that would give me the look and be reasonably comfortable. I’m shooting for that 5-Ball Factory Racer look, but a bike comfortable enough to ride to Sturgis. That’s always the acid test, and the road-test adventure. I found a set of sorta TT 1-inch bars sans the dimples, since I was going to turn them upside down. I mounted them to the risers, and then determined that I could cut almost three inches out of the center.



I searched the shop for a chunk of mild steel rod that would make the perfect alignment, strengthening slug for the bars. I removed the burrs from the split tubing and marked the slug center. I tapped it into place, strapped the bars down, so they were perfectly aligned, and MIG-welded them. Just having the bars and risers in place was a rush.

I finally muscled enough cash to have all my welding tanks filled. I took the opportunity to have one tank filled with pure Argon for welding stainless or aluminum. I’ve never welded aluminum, so I broke out my welding book and read the appropriate chapter. I needed twice the gas pressure and almost twice the rod speed and power.
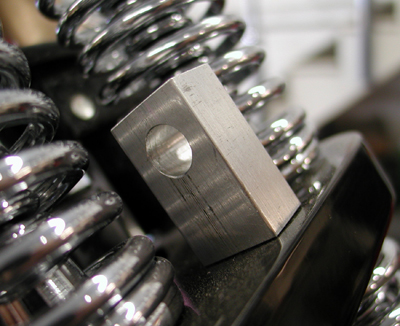

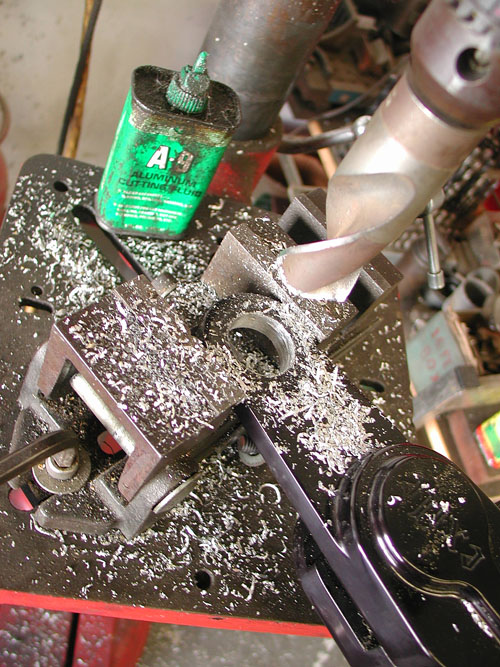
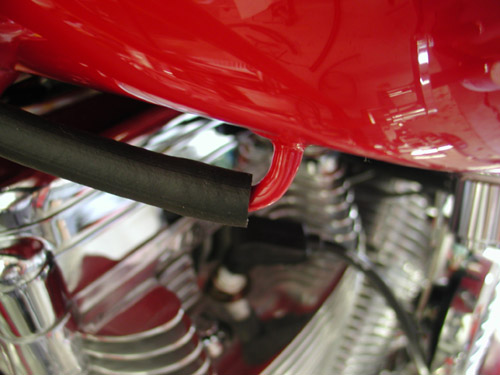
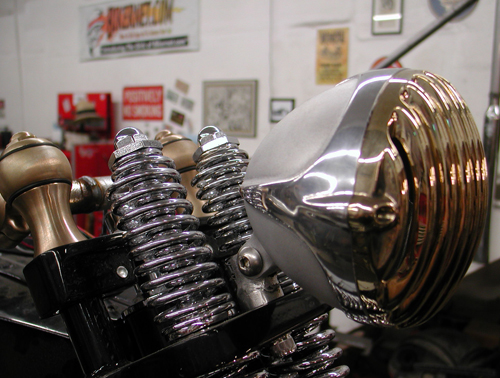
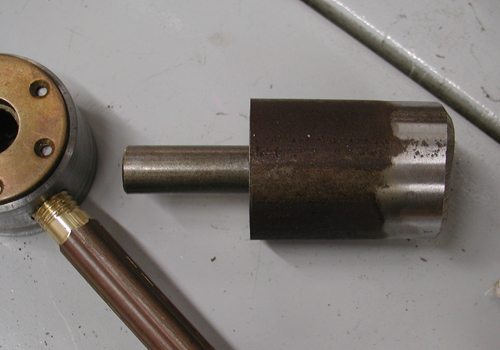
Let me back up for a second. The project was mounting the Crime Scene Rapide headlight. It was a bolt-on procedure, except for the simple aluminum-mounting bung. Once in place, it was impossible to remove the headlight-mounting fastener. I reviewed my options. The fastener would actually touch the top Paughco springs. I looked for an option and found one, but it required welding the existing square bung to the fine-threaded round spacer. I tapped the spacer for clean threads, and then proceeded to weld the two together.



This was a trick. Aluminum must be extremely clean before welding. And since this piece was very small, it could heat up and melt like butter before one pass was completed. I also had some problems with the welder. Since aluminum heats and expands faster that steel, I needed to bore out the tip or run a larger welding tip. The tips come in various sizes, and natch, I didn’t have a slightly larger tip. So Jeremiah grabbed a micrometer and all my tiny drill bits, and started to study the sizes and attempted to drill the tips out. Interesting procedure. We broke bits and jammed them into the bronze MIG welding tips. Finally we succeeded in boring out a tip and the welding moved along.
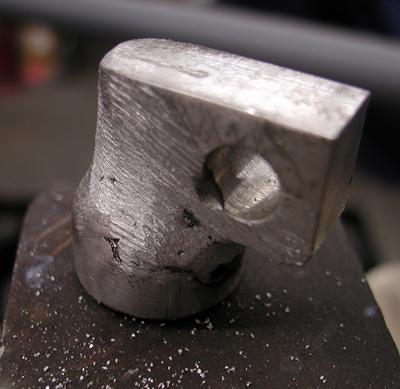

Then I took to grinding, filing, and rewelding until this headlight bracket was completed. Not bad. I need Jeremiah, the master shaper, to return and give it his final touch.


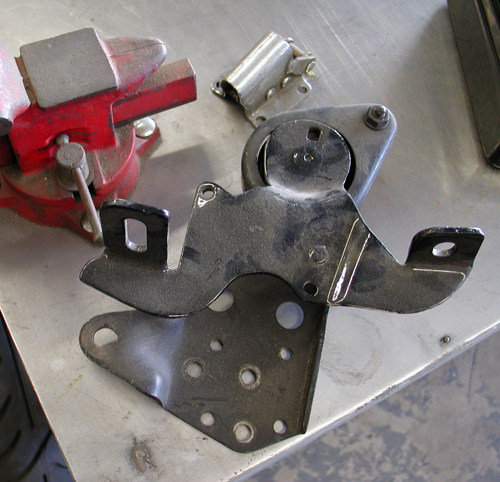
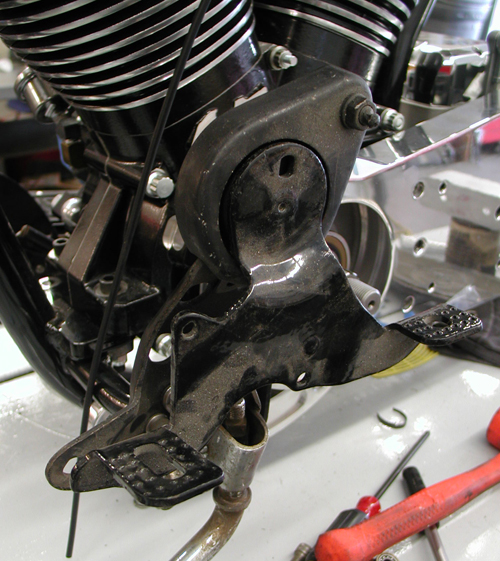
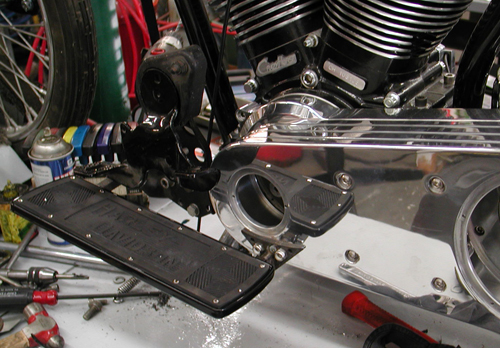
Next, I had a plan to use as many vintage H-D parts as possible. I snatched a stock 1936-1957 mechanical brake pedal and mounting plate, which also acted as the front peg or footboard mount. Paughco already made a bracket that bolts under the front motor mount. It makes the stock mounting bosses available for these components.

This effort placed me eyeball-to-eyeball with a couple of challenges. I needed to make the old mechanical brake pedal operate a hidden hydraulic master cylinder and somehow I had to create a mounting bracket for the rear of the footboard.
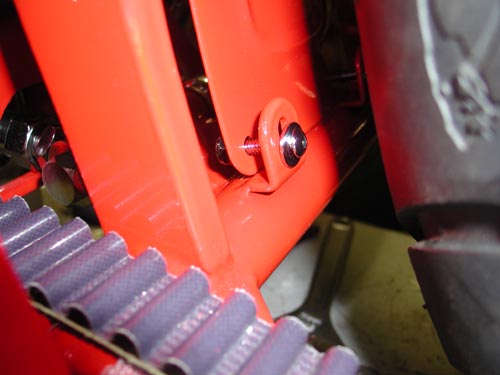
There was one more element rearing its ugly head at this point, but yet we turned it into an opportunity. There was no fifth stud mounting plate on the frame, so I started to tinker with a chunk of angle iron. Then I discovered a complete ’98 Dyna rear brake set-up with linkage and the master cylinder. Suddenly, lots of answers were available using the fifth stud-mounting placement.
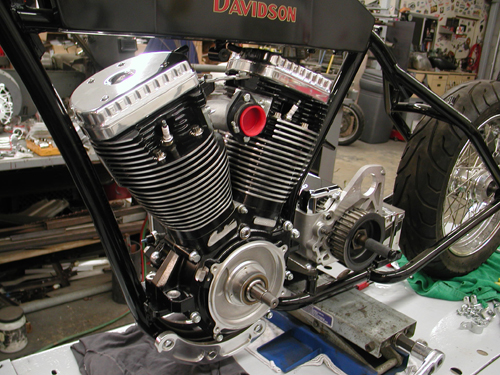
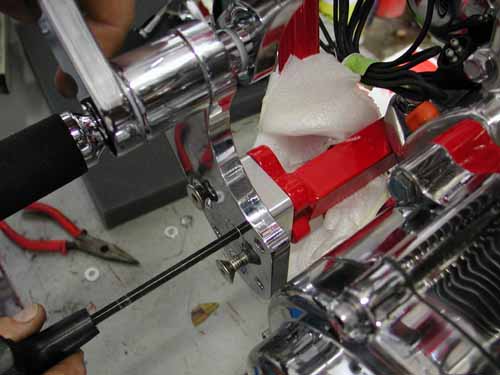
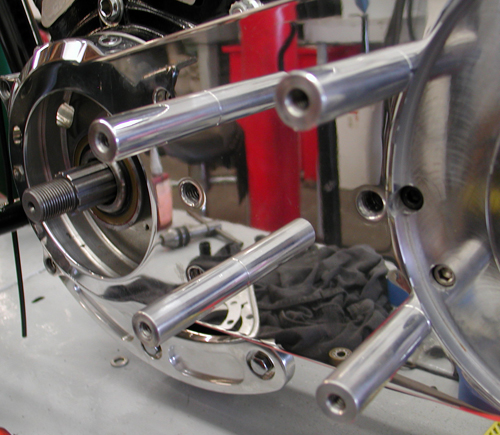
I had to stop dead in my tracks right there. I needed to make sure the transmission was aligned properly for the whole system to work. The brown Santa arrived with a new BDL Softail, 2-inch enclosed belt drive system I’d ordered just a couple of days ago. I pulled out the inner primary, loosened all the mounting bolts for the engine and trans and started my historic alignment procedure. First, I bolted down the rear of the engine and looked for any gaps at the front motor mount. It had a .020 gap. I found a shim and slipped it into place.
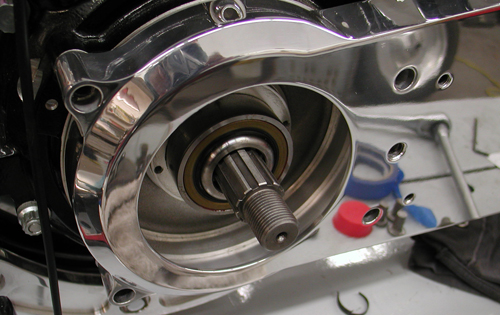
Next, I attached the BDL inner primary and pulled the JIMS tranny into alignment with the Crazy Horse V-Plus engine. Then I started on the fifth tranny stud-mounting bracket. I planned to run a kicker, and since this power plant is 100 inches strong, the additional mounting element will strengthen the entire driveline.


No, this system didn’t fall into place. I had oil lines to contend with and the brake pedal and master cylinder didn’t align. At first, I had a grand plan to bend the linkage rod into a jog-over to reach the tab I had welded onto the brake pedal pivot tube. That would have created more problems, specifically with the rear footboard mounting. I needed to straighten it out and machine a 2-inch offset link from the pedal over, which kept the entire system in alignment. The critical aspect will be my tab welding. There will be considerable strain on that puppy, but I think it will work.


Then I ran a ½-inch rod off the top of the pedal bracket and machined a spacer that would catch an original classic footboard-mounting arm. I’m trying to tack-weld everything so I can make final adjustments or catch mistakes before it’s too late. I like welding and sometimes can’t stop myself. I tack my handiwork, step back, eyeball it, check it twice and weld the shit outta it. The next morning I discover something I forgot and I’m fucked.

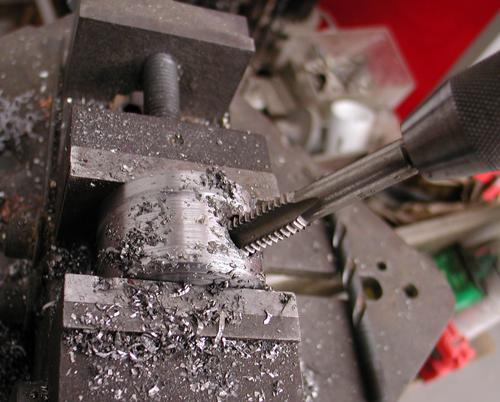
Since I was into footboards, I moved onto the left one. With the help of Sin Wu on her knees, we checked the angle of my 2003 Road King footboards and attempted to match that angle on the 5-Ball Factory Racer. Again, I used a stock mounting plate with foot clutch pedals. I’m going to make the racer a tank shift, so I bolted up the mounting plate and a vintage kicker arm and bracket, but I needed to drill and tap the Paughco bracket for the lower left 5/16 kickstand mount.
I tried to handle a few moves at once and failed. I broke off the tape in the kickstand mounting hole and I’m still pondering my options. I shifted back to floorboard mounting. I was burnin’ daylight trying to remove the tap. I mounted the front of the footboard and snugged it down at the Sin Wu estimated floorboard angle, then pondered how to mount the rear to the BDL outer primary.

I had to insert the BDL mounting studs into the inner primary with red Loctite first, then the aluminum stud arms, and finally the cool, clean outer primary cover. This turned out to be a breeze. I took a vintage footboard mount, cut it off, and welded it to a Bandit-made bracket. It had to carry my weight, so I added a strengthening gusset to the bottom and believed I was good to go.
In the next segment, we will start to tackle the shift linkage system. Duane Ballard’s wife, Lisa, a contributor for the Cycle Source magazine, delivered this vintage tractor seat assembly for us to test and you’ll see our wacky test next issue. We might also start to tackle mounting the Paughco/U.S. Choppers tanks, Phil’s Shop wiring system and the Biker’s Choice Speedometer, which we hope to mount in the tradition of rear-wheel driven speedometers of the ’20s.



It’s all headed your way in the next couple of weeks.

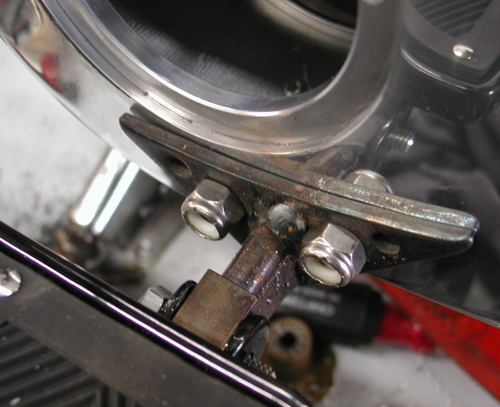
The stock tranny linkage cut to work as our brake linkage.
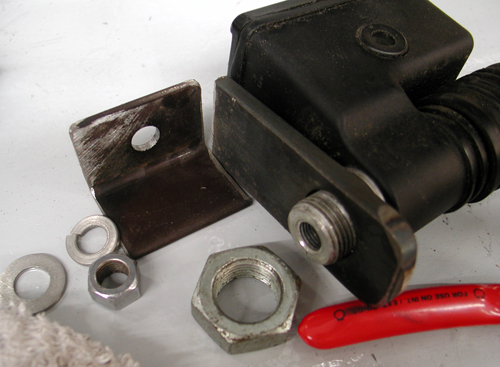
A week ago I worked on the brake controls with some success. After fabricating a mastercylinder bracket and actually drilling the holes in the proper location, it wouldn’t work. I needed to turn the master cylinder upside down. I called Frank Kaisler to confirm that it was a remote possibility, it was. I cut another chunk of steel plate, drilled the holes again and dug through drawers to find a pushrod. Nothing.

Parts and pieces we used to cobble together brake linkage.
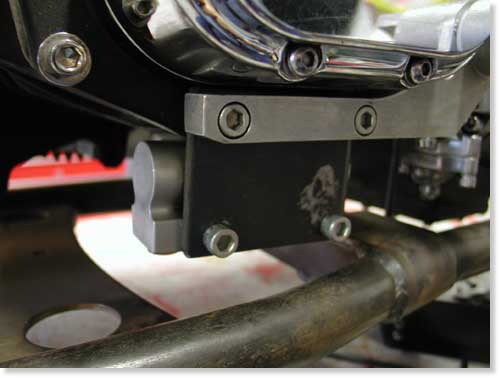
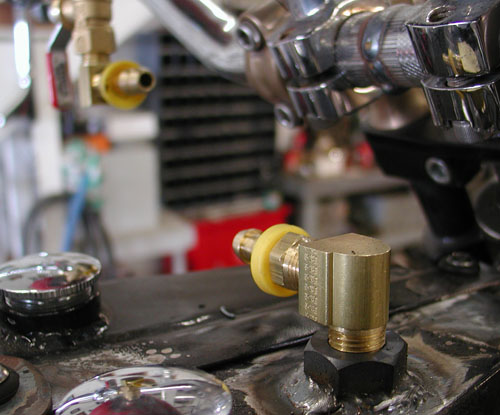
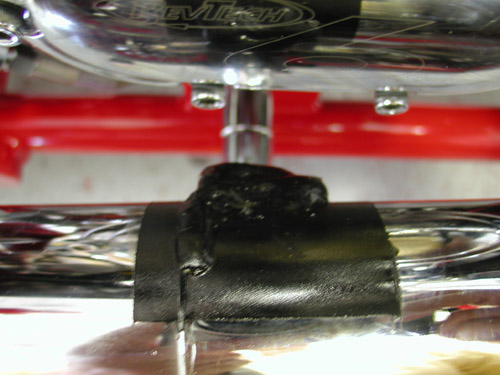
The master cylinder in place upside down under the tranny.

The stock stainless shift rod cut for a master cylinder pushrod.
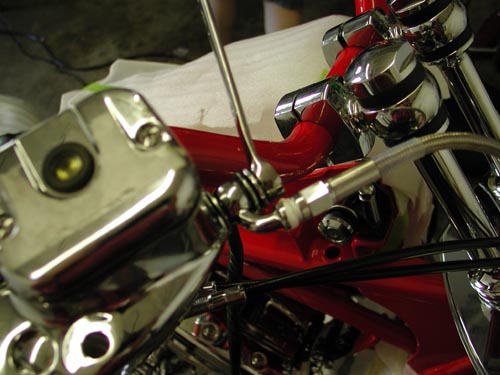
I used a stainless steel shift rod unit for lots of adjustment, but had to grind/taper the end to fit. I also used the transmission shift lever for the connection. I cut Giggie’s brake axle to length and sliced the tranny shift linkage. Then I welded the linkage to the axle. That was a mistake. I should have machined the pieces to fit together, but it will work. The other end of the linkage was the perfect mate for the shift rod I cut and fashioned for the handmade master cylinder push rod. I lucked out. I think it’s cool.

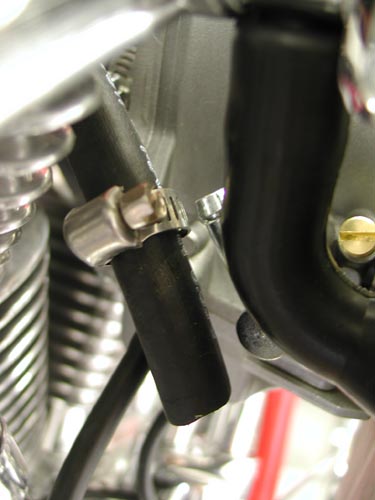
The inlet oil fitting had to be moved to make room for the brake linkage.

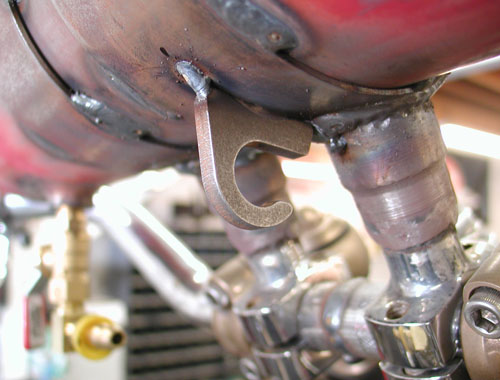
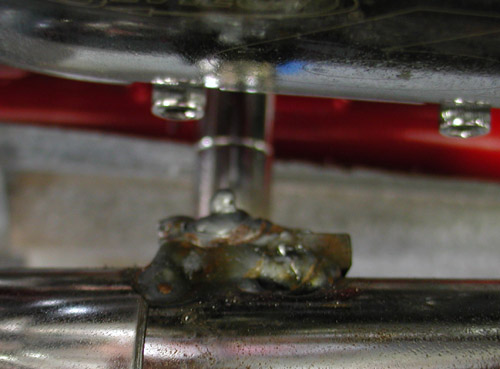
Here’s the tranny-gone-brake linkage welded to the brake axle.
That was last weeks endeavor. This week I stumbled. It all began with a set of exhaust I fabricated, from bits and pieces of other exhaust, for the Amazing Shrunken FXR. They worked out all right until my humble associate, Nuttboy, was assigned to grind the welds. Ya see, I held one piece of pipe against another and tacked them. The mating surfaces were not aligned perfectly, so when Nuttboy unleashed the Makita grinder to round off the welds he cut right through the pipes forming cavern-like gaps.

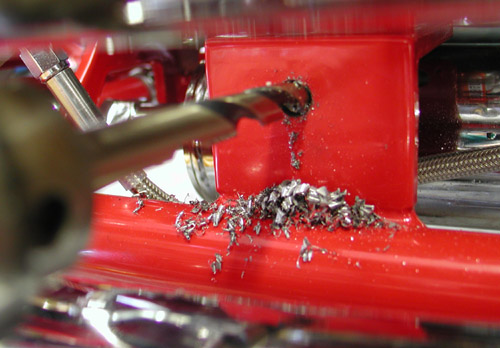
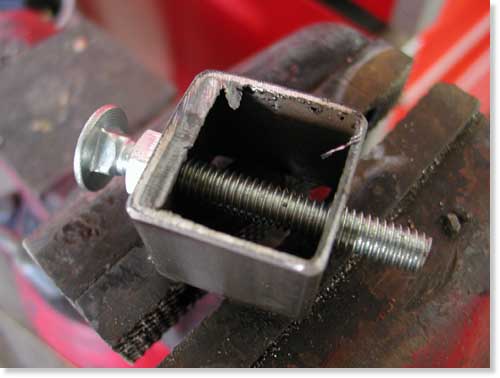
Kustom fab uses pipe inserts to hold pipes aligned securely for welding.

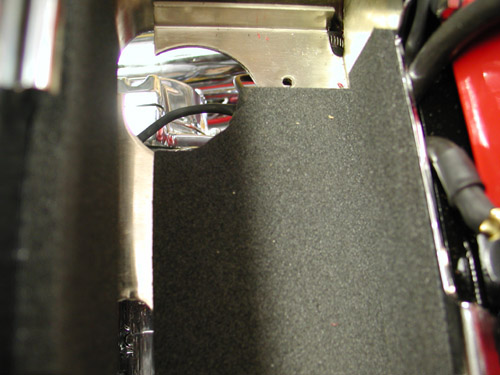
I had to enlarge the slot to make the insert fit.

The insert won’t slip into place with burrs in the pipes. I had to grind them clean.
Lots of builders in the industry make their own one-off custom exhaust, so I started asking around about tools. Most don’t have tube benders, so they follow the same strict regime I did. They piece exhaust systems together using bits and chunks of other systems. One company will ship you a kit of various bends to work with. I inquired as to how shops held two chunks of tubing together in order to MIG, TIG or even gas weld pipes. The information highway opened up to me. Roger from Kustom Fab in highway takes a 1-inch section of like pipe, slices it (so the O.D. shrinks) and shoves it in one section of pipe then in the other. Simple system that adds strength but reduces the I.D.

Here’s the insert in place. It works well and adds strength but will restrict exhaust flow.

This system also makes welding easy.

Some of the junk I dug up to kick-off my pipe clamp tool experiment.
Another builder told me of a C-Clamp arrangement using angle iron to lock chunks of pipe in-line. Scott from Chica’s explained a small unique tool that pulls the segments of pipe together using feeler gauge thin material. After tack welding the pipe segment, the clamp is loosened and the feeler gauge material slips out. Irish Rich pointed out that large hose clamps and chunks of angle iron work fine to hold pipes for tacking.
This was my bullshit attempt at building this tool.

I brazed the feeler gauge to a nail and the nail to the end of the bolt.

Here’s the completed tool. It looks better than it works.

This shows the clamp in place. In order for it to work properly a notch needs to be ground in the pipe for the nail shaft, which is thicker than the feeler gauge.
The guys at Chica’s also told me about a wide stainless hose clamp with slots or holes that can be used to hold two tubes together during the tacking stage.

I found this puppy at Home Depot and thought I had hit gold.

I drilled the stainless strap with a small drill then 1/2-inch for tacking room.
Then Fab Kevin clued me into Holley, the hot rod car part builder, who makes a sleeve that holds two pipes in alignment for tacking. I looked them up on the Internet.
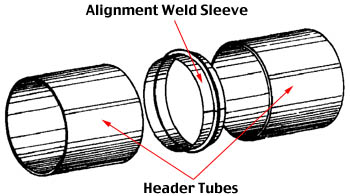
Our “Alignment Weld Sleeve” allows the fabricator to align, hold and weld two pieces of mild steel tube without help. Because no rod is needed, the welder has a free hand. The “Alignment Sleeve” assures a perfectly aligned joint with no weld slag inside to reduce the tube diameter and restrict air flow. Perfect alignment and just the right amount of welding material results in a very professional looking weld. Weld Sleeves are packaged 20 sleeves per bag.

See, I couldn’t find a hose clamp to do the job. I need another hardware store run.
This is where the story runs astray. I followed each veteran’s suggestion and began to fabricated every exhaust pipe alignment device known to man. I cut, brazed, hit Home Depot, bought clamps, hoses, sliced my only .013-inch feeler gauge, dug through drawers and took photos along the way. No shit, I fucked up every tool design suggested.

This is how it’s supposed to work. Unfortunately the clamp I bought was too large.
I didn’t have two hose clamps that would pull the angle iron hard against the tubing. The wide stainless clamp notion was golden, but I bought the wrong size at Home Depot. The feeler gauge routine was followed to the finish, but my tool doesn’t work without a notch snipped in the pipe. The C-clamp notion is too involved for my thinking so I decided to buy two clamps and modify them. Of course I didn’t have two spares to screw with. And finally the perfect solution from Holley was unavailable from my local auto parts store. I’m forced to buy their catalog.

This is the C-clamp notion. I’ll build it after I hit Home Depot again.
If tonight you called and offered me a cool million to build an exhaust system, I still don’t have the tools. I need to hit Home Depot again. I almost fired myself last night, but you get the idea.
–Bandit

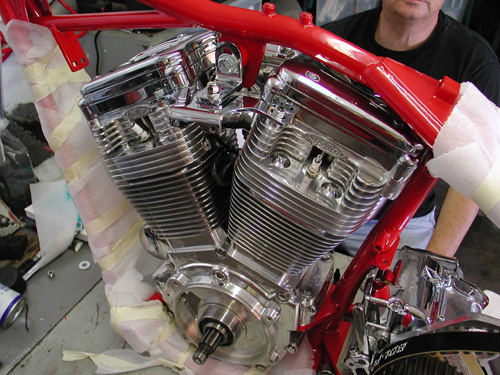
It was hard to imagine, when we stood in front of the garage doors, starring at a pile of boxes, that somewhere in there, somehow, a custom bike lurked. As it developed, except for a non-existent nut or bolt, the CCI Goliath kit was complete. The chromed quandary, could a novice builder, an average American rider (in this case a bumbling college art professor with limited mechanical experience), Ladd Terry, build a hard running 100-inch custom in a week to ten days?


Not just any cruiser, because the components that make up this rolling mechanical architecture scream “modified custom.” It starts with a solid foundation, including the potent RevTech 100-cubic-inch engine, a six-speed overdrive transmission and a Santee 230/250 frame made from 1-1/8-inch tubing. The engine has a two-year/20,000-mile warranty, and the gearbox is covered for 5 years or 50,000 miles. There’s another side to this powder-coated and pearlescent picture. The sheer enjoyment of being able to build your own bike. “It couldn’t be more educational and rewarding,” Ladd said listening to the sharp exhaust crack against the Bikernet.com Headquarters concrete. “What a blast.”
Other components are also top-notch. The 18-inch rear wheel measures a full 8.5-inch wide and is made from solid billet. An 11-inch-wide steel rear fender with streamlined struts covers the Avon 250 rear tire. Billet RevTech brakes grace both ends with clear-coated stainless braided brake lines. Tall 8-inch Custom Cycle Engineering risers securely hold powder coated TT bars that sit atop the smooth billet triple trees, holding 41mm front tubes. A billet dash housing a VDO speedometer adorns the six-gallon Fat Bob tank. The hand controls are CCI chromed, the foot controls are chromed billet. The chain primary drive was enclosed for quiet and smooth operation. Gleaming chrome hangs everywhere. And the complete electrical system includes a high-torque starter and 32-amp charging.

“It ain’t all about parts,” Ladd added, “It’s the experience, the rush of being able to build a tough performance cycle, and I need to congratulate the CCI crew for their organizational capabilities. I couldn’t have completed the task without them or the Tim Remus book on building kit bikes.”

“Hold on,” Ladd snapped as George Hayward, the benefactor for this Beach Ride Charity effort, dropped the clutch to peel out of the garage, “I want to add something.” A college professor always requests the final dissertation. “Even though this was a kit that could be followed to the letter, it allows the builders creative avenues to pursue.” We did, ultimately, build a one of a kind custom with the paint work, exchanging bars and risers, modifying the exhaust and fender rails, changing the pulley and additional small touches to make this ride an American Rider’s creation.

Not bad for a tight team with hand tools and the desire to build a unique machine for a children’s charity, the Exceptional Children’s Foundation in Los Angeles.


I'm in a daze this morning. Too much Quervo Gold last night and too many discussions about the sinking economy. It's a bastard when they lay off port crane operators. What does that tell you? I don't want to go there on this dank gray morning. It's warm outside, but even the dogs, Tank and Cash, feel the gray skies. They look hung-over, droopy and drained. I haven't shaved in a couple of days, need a shower and a kick-my-butt workout.
All the women left me and ran off to the mountains this weekend. I know why Sin Wu needed a break. Have you ever tried to maintain a 10,000 square-foot, old dilapidated building, clean and care for two lumbering, sloppy dogs, two house cats, and a stray that wanders through and bitches if the food supply isn't consistent with her desires? The Macaw needs to be fed and moved into and out of the sun at the end of the day and now we have a fuckin' fish.

There are also construction workers, electricians and plumbers to deal with. It's never a dull moment around here. I'm a big proponent of running off all the costly pets, who can't do except shit and care for a half dozen concrete gargoyles. At least they keep the evil spirits at bay and involve zero upkeep.
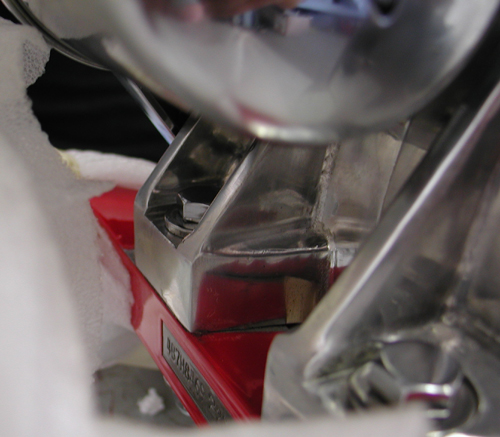
Okay, I'll get to the tech. I was on a hunt for a vintage seat and Duane Ballard stopped by with this vintage BMW seat. I used chunks of wood to hold it in place while I pondered the little Hispanic girl who works at Shamrocks, the Mexican fish market two blocks away. Since the seat was made with a number of springs incorporated in the structure, I didn't feel additional springs were necessary. I played with my options, but nothing – graceful, stylish, art deco or vintage – came to mind. Then I grabbed the springs that came with the prototype Paugho frame and voila, it all came together using the existing frame bungs, the mini-seat shocks and a slight modification to the BMW seat.

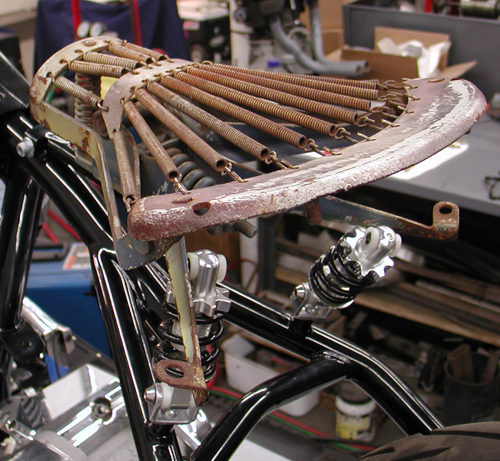
I drilled new holes in the brackets and cut about 4 inches off the arms. The front of the seat bolted directly to the Paughco seat hinge and I was good to go. Duane stopped by again, blessed my creation, and took the seat for top-notch leather upholstery action. He's the best.



I shifted to my shift linkage system and called Jeremiah for the mathematical configuration from the system we build for his bobber. I wanted a tank shift and had several strange components, plus heavy, solid cloverleaf brass rod to use. I don't have any idea how I come up with this shit, but what the hell. It has class.
According to Jeremiah, from the pivot point down, the shift arm was about 6 inches in length, and the distance to the shift knob up was almost three times that length. That made for a vast throw and I needed to make sure I was clear, fore and aft, for shifting without smacking the bars or anything else. I checked my '48 Panhead with stock jockey shifting and the ratio was closer to two to one. In addition, jockey shifting is a different animal. There's no back and forth spring action on vintage tank-shifted bikes. The shifter banged through one gear after another from first to fourth, done deal.

That's the reason jockey-shifted bikes are best with jockey top transmissions. If you need neutral, just pop it out of any gear and you're back in neutral. Ratchet tops force you to bang through one gear after another down to the only neutral between first and second, often missing it. In our next tech, we will install a Baker 5-and-1 drum in this transmission to afford neutral at the bottom for easy reach.
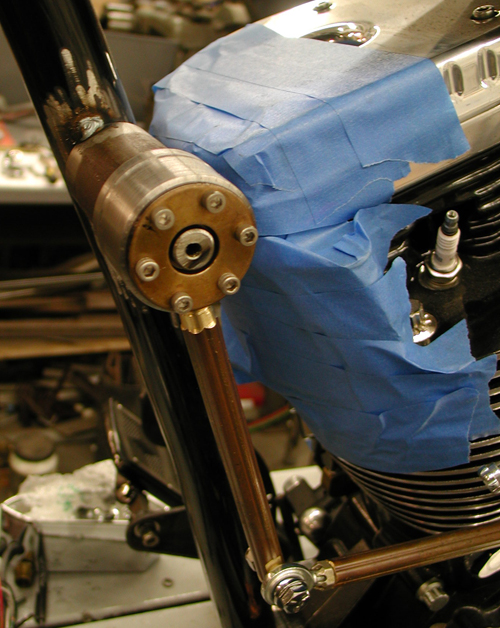
Okay, so back to the job at hand. I'm trying to use as much brass on this bike as possible, so I dug through drawers and boxes of old machined parts and trinkets and came up with these brass-bearing supports. Then I machined a piece to fit these, then the axle piece to mount to the frame. Then I had to bore and tap the pivot, drill and tap to anchor the brass bushing, drill and tap to create a pivot stop and machine and thread the brass rods, plus machine an end to fit a heim joint connection to the transmission shift linkage. I spent hours tinkering and figuring, drilling, tapping and testing, and I'm reasonable sure I have a tough, working shifting system.

Then I shifted to the dreaded tanks. The tanks are fine, but more involved than normal one-piece, bolt-on tanks, ready with bungs for rubber mounting. Since this was a prototype Paughco Factory Racer frame, the first one of the batch, they bolted the tanks to the frame by drilling and tapping the top frame tube. Problem is, that afforded each 5/16 coarse bolt about three threads in mild steel tubing. In just a matter of time, those threads would fail, the tanks would rattle and come loose.

I decided I wanted to strengthen the tank mounting for the long road. I ordered some ¼-inch bungs, ¾-inch deep for a lasting hold. Later, I discovered that since the mainframe strut was 1.5 inch tubing, I could have used the 1.5-inch deep bungs from the Bung King (check their site for all available variations). I needed to re-drill the holes to a larger diameter for the bungs to slip into the frame. Adding the bungs and welding them enhanced the strength of the frame. At first, I though about machining a bung with a lip on it, but the tanks didn't have the clearance above the frame for a lip.


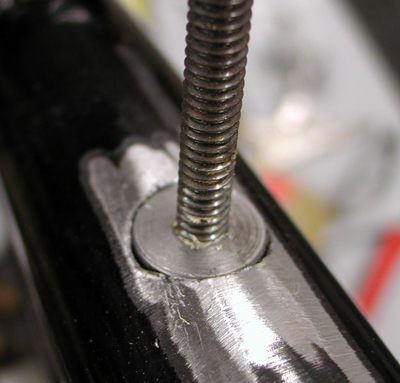

After drilling the frame holes, I tapped the bungs into the hole and as far below the surface as possible for the strongest, deepest weld. I would also need to grind off any protruding weld so the tanks would fit again. One tank protruded into the frame and rubbed at the back, so I moved it as far forward as possible for clearance, which amounted to about ¼ inch.

With the bungs in place, welded and ground, I grappled with the tank mounting holes. I thought I had it made, since I was dropping from 5/16-inch bolts to ¼-inch, but not so. Only one hole lined up. I grappled with these bastards for hours. Then I gas-welded the hole slots, refilled them and ground them to a reasonable size.
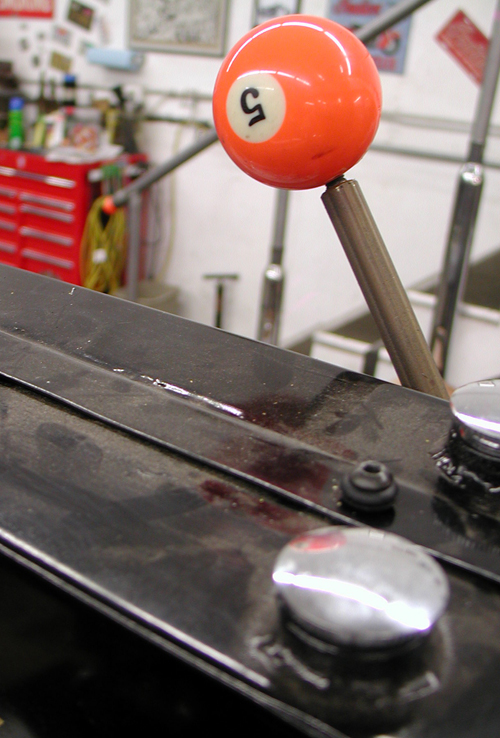



Next, I welded bungs, I believe from Lucky Devil, into the bottom of the tanks and used the Bung King’s rubber mount kits with straps and rubbers to attach it to the frame. In a sense, this was overkill, but I've experienced leaky tanks and poorly mounted tanks on my way to Sturgis a couple of times. One time, Randy Aaron from Cycle Visions saved my ass and my tank paint job. Later on, Paul Yaffe replaced my piece-of-shit Blue Flame tank with a properly rubber mounted Independent tank. So, goddamnit, this needs to be right the first time. I ran rubber mounts front and rear.

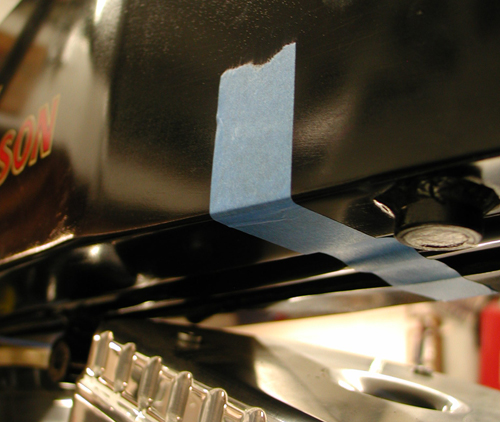
There's a trick to this operation. You need the rubbers in place to make proper measurements, cuts and tack welds. Ah but, too much heat will destroy your rubbers and sink the process. I've done it during mad welding spurts. This time I kept my Bonneville salt sprayer handy, so I could tack near the rubber insert and cool the strap before I damaged the insert. I removed the inserts before final welds.
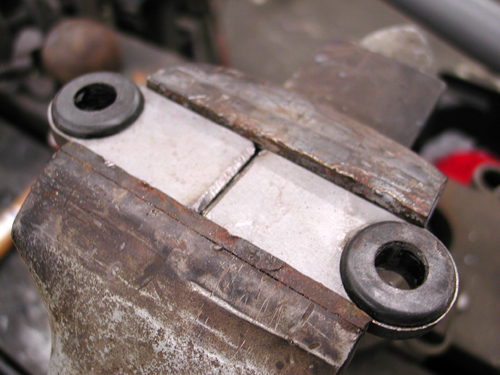



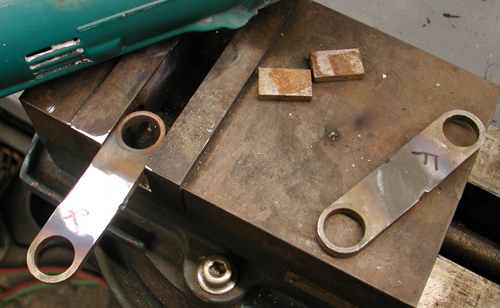

With the tanks securely mounted, I was confident, except for one aspect: capacity and turning radius. I needed to pull the bike away from the lift clamp and flop the Paughco taper-leg springer from side to side. As I suspected, it was going to hit the tanks. Over the next couple of weeks, I will operate again, slicing the tanks for turning.
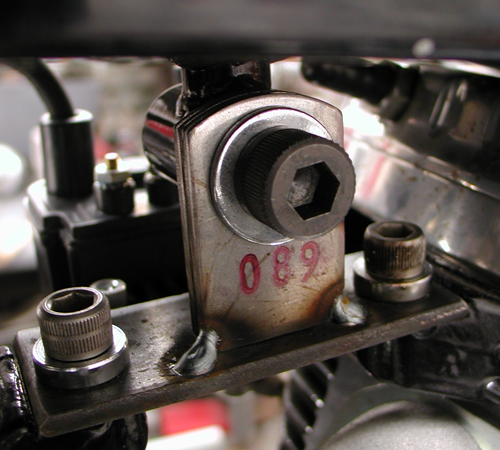
I shifted to making a top motor mount, which worked out like a champ. I made a strap from one Crazy Horse head to the other, then discovered a couple of tabs that would give me the strength and position I needed to hook up with the frame. Top motor mounts are also tricky. They need to be flexible and somewhat adjustable. I made sure the engine was positioned correctly with my BDL primary backing plate, but you never know if something might shift slightly during final assembly, and the top motor mount must be flexible and iron strong.
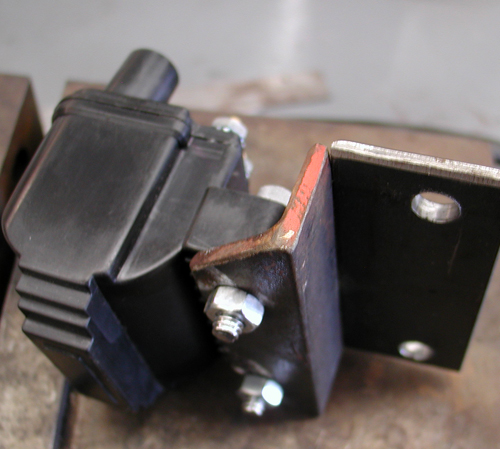

Without too much fanfare, I attached a piece of modified angle iron to the right side of the motor mount for a coil hanger. I angled it slightly so the spark plug wires wouldn’t bang or rub against the tank.

It just happened that I'm building a railing for my mom's house. She's getting feeble, in her old age and needed some additional support. That meant a trip to the local steel supply house, where I stumbled onto some small chunks of angle iron. I didn't like my original number 5 transmission mount, so I decided to remanufacture it with a heftier piece of angle iron that also reached the frame without a problem. It also allowed me a tad more positioning flexibility for the master cylinder and pedal adjustment.
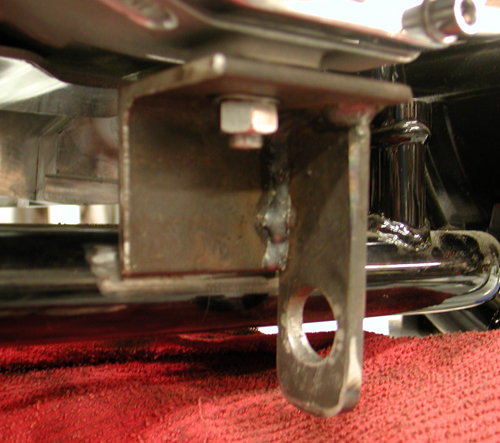
In the next segment, I'll run the progression of Dick Allen illustrations, so you can see the progress. It's as if I'm building the motorcycle, while Dick and Chris Kallas develop the visual story.
I don't know about you, but these illustrations give me hope and inspiration throughout the build process. Next, I will modify the tanks once more for enhanced Paughco Springer turning radius, then we'll mount the Phil's Speed shop ignition and wiring system to a plate I'll make that will bolt to the top of the tanks behind the gas caps.

Also mounted to same plate of steel will be a manual, vintage Sportster replacement, Bikers Choice speedo driven off the rear Black Bike wheel. Hopefully, the wheels will roll in, I'll find some 23-inch tubes and Larry Settle will mount and balance the Avon tires. I'll set up the wheels in the frame and springer, and then haul the bike to Chica in Huntington Beach. He's going to help me with fender design and mounting. In the meantime, I'll watch the inauguration unfold and stay away from tequila. There's more coming, though. I'm going to modify the trans with a 5-1 Baker drum, and build a set of exhaust with D&D bends and pieces. Hang on for the next installment.

This is one of those shop quiet times installations. You want to make sure all the stars are aligned for this one. Stroll outside the shop with an icy Corona and look to the heavens for inspiration. Sturgis was looming and since this bike was all about vintage I needed a kicker system. I've installed the Muller system from Germany. I've wrestled with a custom chrome 5-Speed kicker transmission into my 1956 Shovel, a very rare motorcycle, so I'm not without some experience. But Baker took the kicker development to a new stronger level, which involved removal of the entire gear set, replacing the trap door and more. I never held an entire gear set in my nervous hands, like a man holding his newborn baby.

Having an inexperienced wrench write a tech tip has it's ups and downs. He could fuck up everything, but on the other hand he'll write about it, so you won't make the same bullshit mistakes. I know first hand that if you've performed the same task a dozen times, the details become second nature and usually are not documented properly. There's my Zen notion for the day, oh humble gods of Baker Drivetrains.
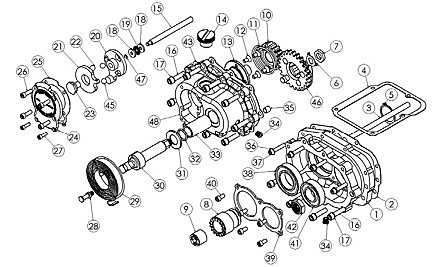
On top of Sturgis pressure, and the unknown Galaxy of emotions, my Epson Camera was acting up. It's been the best for shop techs, beyond Canon or Nikon, but that's another story. I'll scramble my thoughts between data from the Baker team of experts.

First, here's a list of the applications available for this modification:
• 1990-2006 Softails™, FLT/FLH™, and FXR™ models
• 1991-2005 Dyna™ Models
• BAKER DD5 complete and builder’s kits.

IMPOTANT NOTES TO BE CONSIDERED
• BAKER Factor 5 Kicker will not clear most stock exhaust systems due to the extended length of the transmission door and kicker. Most true duels usually fit FLT/FLH models. Rear pipes that route away from the right side of the transmission usually fit.
• The kicker arm will not clear the stock right side passenger floor board on FLT/FLH models. Installation of foot pegs or smaller footboards are required.
• Twin Cam models require installation of a cam-based ignition. See BAKER 2008-2009 Supplement for ignition alternatives or consult a BAKER sales tech.
• Fuel injected models require retrofit to carburetor.
GETTING STARTED The BAKER Factory 5 Kicker kit is designed to be easily installed by any competent mechanic or dealership technician. Having your H-D factory service manual is required for this installation as it is referred to in many sections of the instructions. While this kit is made to be as easy as possible to install there is no substitution for experience. To install the F5K kit, disassembly of the transmission down to the gearset is required. We recommend reading through these instructions, to the end, before proceeding with installation process.
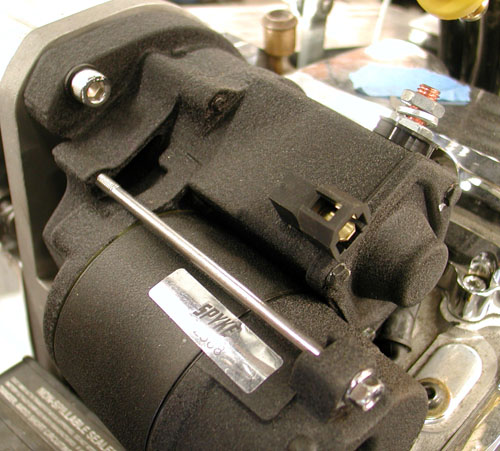
TOOLS, RESOURCES, REQUIRED PARTS
• Factory Service Manual For Your Motorcycle
• Factory Parts Manual For Your Motorcycle
• Common American sockets and open end wrenches
• ToolB-56, BAKER Inner Race Service Kit or H-D equivalent
• Hydraulic Press
• In-lbs Torque Wrench
• Brake Bleeder Pump (for hydraulic type)
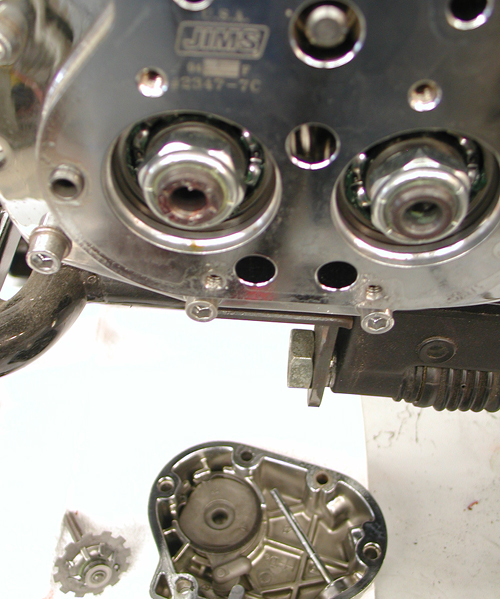
NOTES: HYDRAULIC VERSION ONLY
To complete the Installation of the hydraulic F5K, the following parts will have to be procured to complete the job:
• Hydraulic Fluid, BAKER Recommends: H-D Dot 5 Brake Fluid, PN 99902-77
• Correct length AN -3 Brake Line
• 10mm Banjo Fitting & washers for both ends of brake line
• 3/8”-24 Banjo Bolt for the side cover end of the brake line
• 11/16” Diameter Bore Hydraulic Clutch Lever Assembly or H-D
GEARSET REMOVAL
To remove your existing gearset, refer to your Factory Service Manual in section 7, Mainshaft/Countershaft removal. Follow the trap door/gearset removal procedure. Hint: with the stock side cover off, remove the nyloc jam nuts from the ends of the shafts BEFORE the trap door/gearset assembly is drawn out of the transmission case. A ½” impact gun works really keen for this task. Leave the main drive gear in the case.
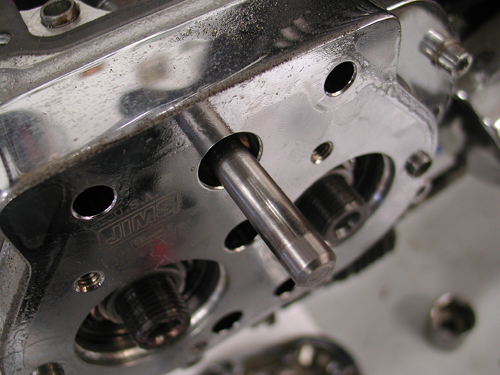
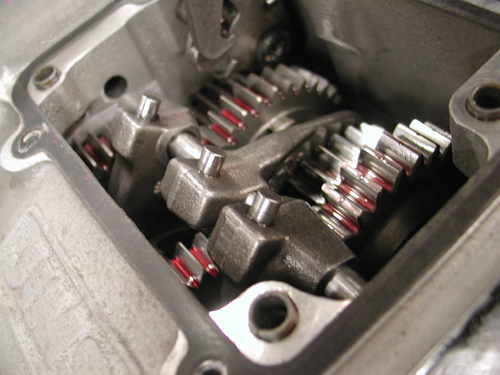


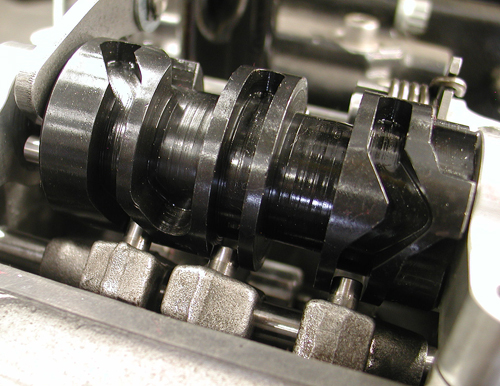
The top needed to be removed from the tranny, then the shifting drum (4 Allen bolts). With the front of the transmission removed some shifting fork shafts will slip out through the trap door in the front. Sometimes the sprocket or pulley can be removed and there's an Allen plug under the sprocket, in case the drap door doesn't have a hole in it.
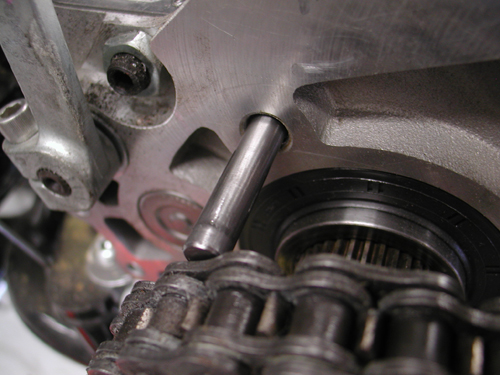
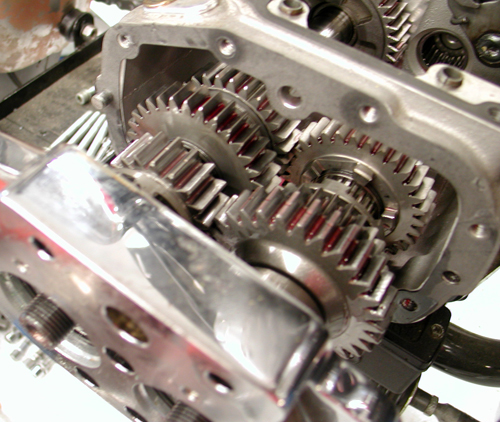

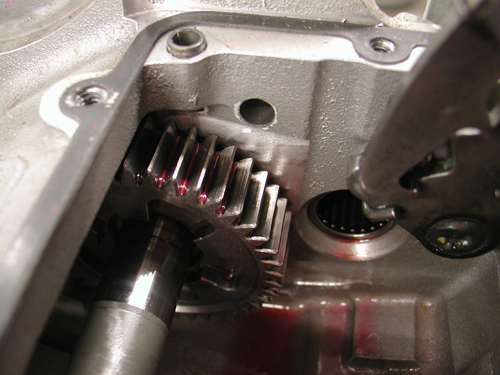
DISASSEMBLING GEARSET
Once the trap door/gearset assembly is out of the transmission case, put it on a soft towel on a clean bench. If that pesky right ‘C’ dowel is stuck in the door, remove it by tapping it through with a hammer and a punch or pulling it through with a pair of vise grips. This will allow the gasket side of the door to sit flat on the support beam of the hydraulic press.
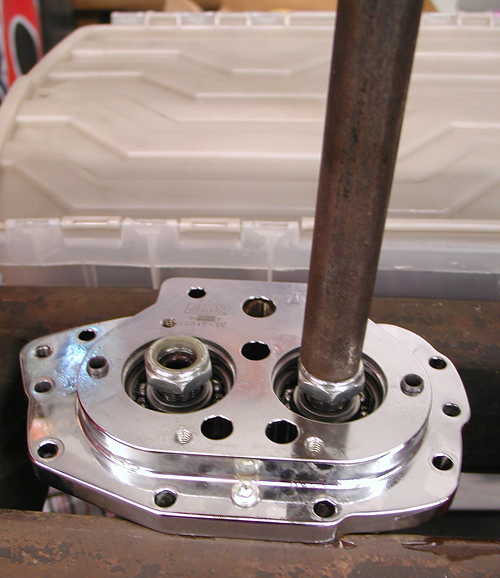
With the gearset facing down and the gasket side of the door of the support beam of the hydraulic press, press the end of the mainshaft down 1/8” and then do the same to the countershaft. Alternate pressing on the ends of both shafts (1/8” at a time) until the shafts fall out.
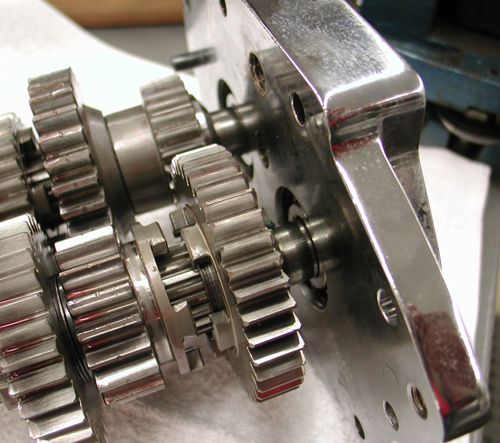
IT IS VERY HANDY TO HAVE A SECOND PERSON CATCHING THE SHAFTS AS THEY FALL OUT.

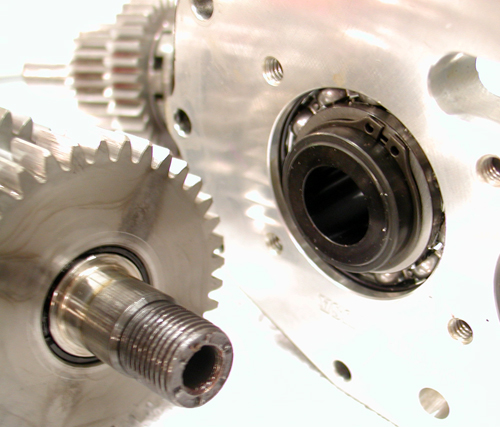
Do not allow the shafts to fall and hit the ground. Remove the conical thrust washer on the mainshaft as the ratchet hub (PN 308-5) will replace this part during the re-assembly process. Keep the stock conical thrust washer (the one without the step on the back side) on the counter shaft. Put the ‘prepared’ gear clusters on the soft towel on the bench.


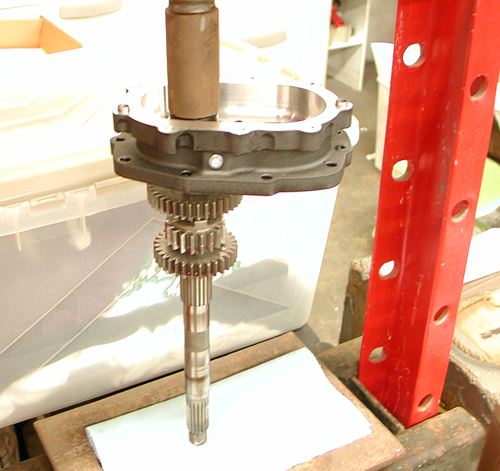
BEARING DOOR ASSEMBLY
1.) Remove the Factory 5 Kicker bearing door (PN 1-5SK(P,R,B)) assembly from the package. Clean your mainshaft and countershaft threads with lacquer thinner and dry them completely before pressing the shafts into the door.
Now take your mainshaft assembly and support it vertically in the press with the clutch end of the mainshaft at the facing down. Insure that the cage bearing is still on the cluster with first gear around it. Now take your Factory 5 Kicker bearing door (PN 1-5SK(P,R,B)) assembly and press the mainshaft into the ratchet hub (PN 308-5) while using the ratchet hub (PN 308-5) as your press point (figure 2).
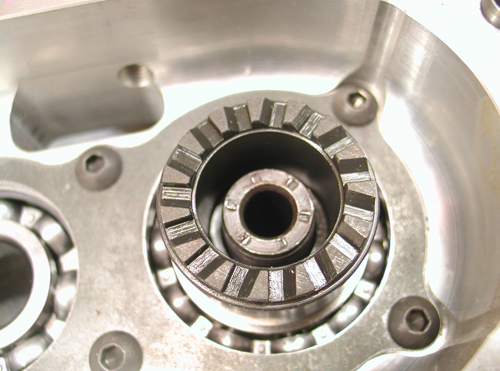
Make sure your mainshaft is perfectly vertical before pressing it in, damage to threads could incur if not vertical. Remove assembly from press. Apply thread ‘Red’ thread lock to the mainshaft retainer nut (PN RV-7050) and torque to 45-55 ft/lbs.
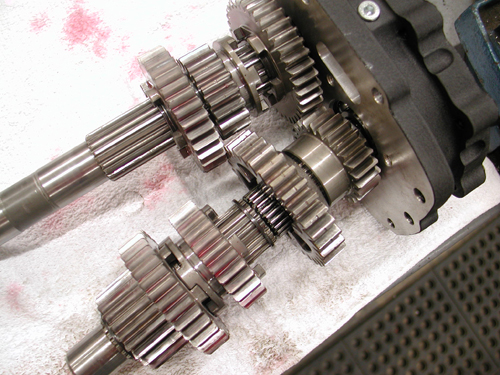
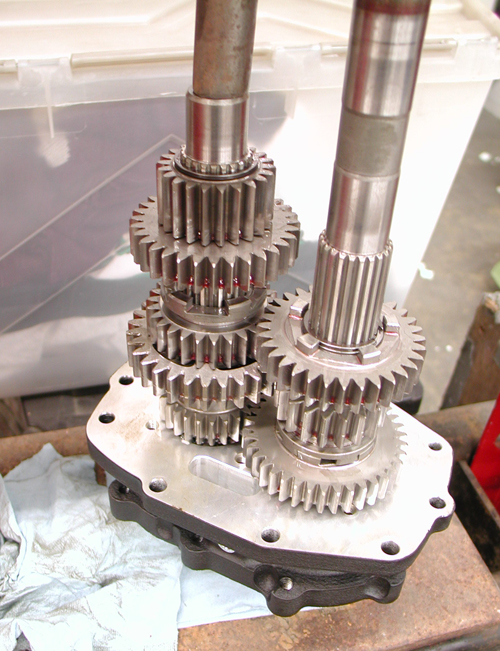
Once the mainshaft is parallel with the countershaft place the countershaft press tool on to the countershaft bearing in the assembly (see picture). Slowly press the countershaft into the bearing door making sure all the gears spin freely. Once the countershaft is seated, clean the threads with lacquer thinner and blow dry completely. Apply ‘Red’ thread lock to the countershaft retainer nut and torque to 45-55 ft/lbs. Your bearing door assembly is complete
GEARSET INSTALLATION
1.) Refer to your Factory Service Manual for proper gearset installation.
2.) You will need to use the supplied fork rod (PN 122-56K) for installation.
3.) Replace the bearing door assembly with the supplied gasket (PN 35652-79B).
4.) Once the gearset is in the transmission case. Use the four supplied 5/16-18 x 1-1/4 SHCS (PN 73496) and 5/16 washers (PN 6100) in the lower four holes of the bearing door. Using ‘Blue’ thread lock, torque the bolts to 13-16 ft/lbs. Install the four supplied.
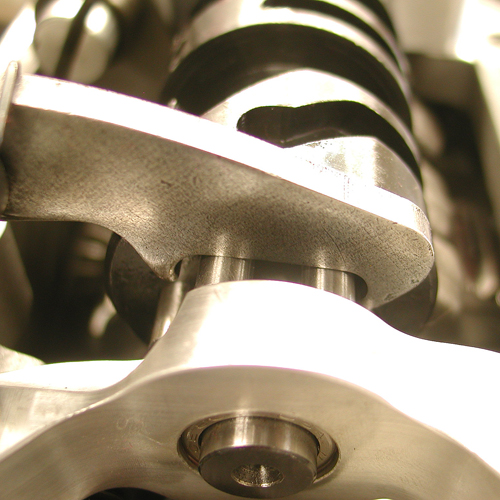
¼-20 x 1-1/4 SHCS (PN 73463) and ¼ washers (PN 609SS) in the upper four holes of the bearing door. Using ‘Blue’ thread lock, torque the bolts to 7-9 ft/lbs (84-108 in/lbs)
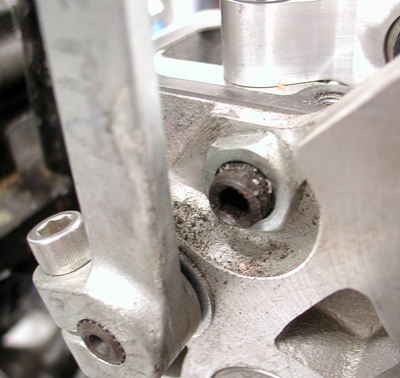
5.) Install your top cover per your Factory Service Manual using the supplied top cover gasket (PN 34904-86C)
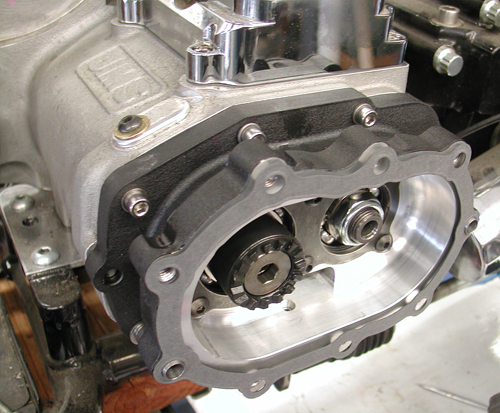
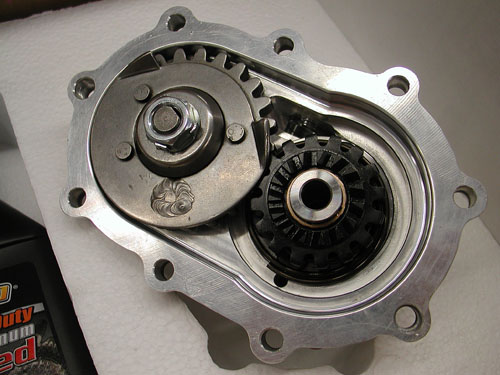
CABLE TYPE KICKER COVER INSTALLATION: PN 578-56M(P,B,R)-K Refer to your Factory Service Manual to remove your clutch cable from your side cover ball and ramp assembly.
1.) Place the side cover gasket on the two 10mm dowels (PN 16583-00) on the bearing door assembly.
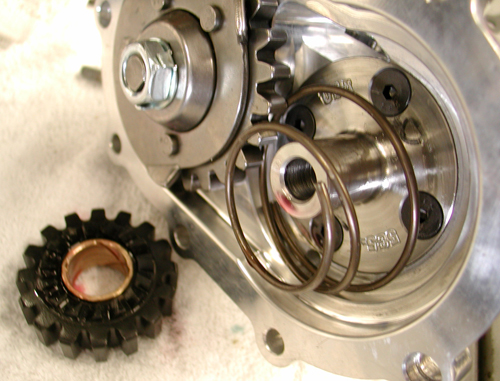
2.) While making sure the ratchet gear (PN 310-56K) is still retained by the kicker crank gear (PN 33350-56), place the side cover on to the two 10mm dowels (PN 16583-00). While holding the cover in place take the nine supplied 5/16-18 x 1 ¼ SHCS (PN 73496) with 5/16washers (PN 6100) and apply ‘blue’ thread lock to the threads. Now torque the fasteners to 13-16 ft/lbs (156-192 in/lbs).
3.) Remove the six fasteners holding the ball and ramp cover on. Remove the ball and ramp cover and gasket at this time as well.
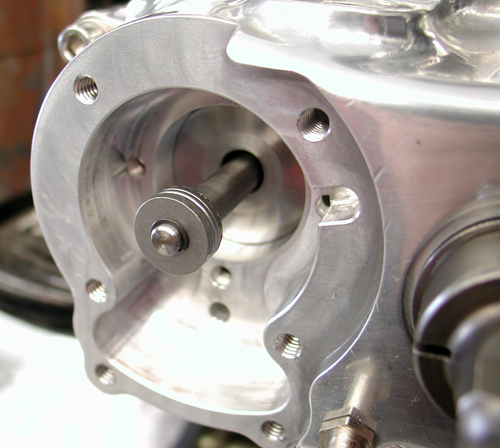
4.) Install the supplied clutch throw out rod (PN 125-5R) at this time through the pinion gear quill (PN 585-5)
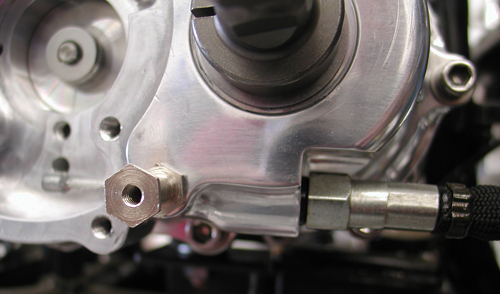
5.) Thread your clutch cable into the side cover. Loosen the clutch cable adjustment all the way so there is maximum cable exposed in the side cover.

6.) With the cable fully extended in the side cover take the supplied ball and ramp assembly and slide it over the cable. Install the clutch cable ferrule
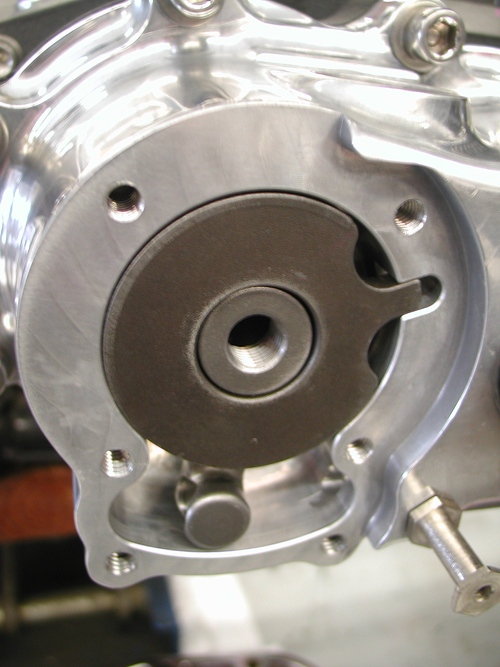

9.) Using ‘Blue’ thread lock, install the six bolts. Torque the four ¼-20 x ¾ (PN 25C50KLHS) to 7-9 ft/lbs (84-108 in/lbs). Torque the two #10-24 x 5/8 (PN 10C50KLHS) to 4-5 ft/lbs (54-60 in/lbs).

KICK ARM INSTALLATION
1) Install the kick arm on to the kicker crank gear shaft.
2) Tighten the pinch bolt on the kicker crank gear shaft so that there is no sloppy movement in the kicker arm assembly.
3) Either with your hand or leg, ‘kick’ the kick arm and run it through its motion to make sure everything is working properly.

FINAL ASSEMBLY
1.) Install your primary and adjust your clutch per your Factory Service Manual at this time.
2.) With the bike vertical fill your transmission with the supplied 23oz. bottle of Spectro™ 75W140.
3.) Follow your Factory Service Manual to finish assembly on your motorcycle.
4.) Your BAKER Factory 5 Kicker installation is complete
For any installation or service questions, please contact our BAKER technical department toll free 1-877-640-2004.
Hang on for the next installment. Final assembly will begin with a BDL primary install, a Spyke alternator/regulator system, and we're getting ready to ride.
You'll see George's pinstriping, Tony's powder coating workmanship and my sloppy wiring.
–Bandit

We’re getting right down to the bottom line. Harold Ponteralli, our painter called, “If I deliver the paint can you make it to the show.” I assembled bikes overnight for run deadlines in the past, so we went for it. We installed the new sheet metal, ran the oil lines and picked up a few chrome knick knacks from Long Beach Chrome. Frank was on his way to the Bikernet headquarters with a brown bag full of Goodridge hydraulic fitting. The heat was on.

I installed the exhaust while Frank custom cut lines to fit each application perfectly. You can see how the man does it in our King tech articles using Goodridge lines, fittings and shrink wrap. For throttle cables we relied on Barnett for custom cut-to-fit lines.

We replaced the Rev Tech 6-speed, cable tranny cover with a Joker Machine clean, chromed billet, hydraulic clutch. Why did we go hydraulic? Hell I don’t know, maybe to balance the Joker controls on the bars? The cover slid right on and we torqued it to specs (15-20 ft. lbs.).

While I wrenched Frank ran a line from the Joker front brake mastercylinder to the Custom Chrome Billet-6 brake caliber. Crazy John took the calipers to a shop to have them milled smooth then engine turned for an added detail. Whatta ya tink?
Then Frank ran a hydraulic line from the H-D rear brake master cylinder (stuffed under the tranny) to the brake switch bolted to the tranny case, through a series of Goodridge fittings. Finally another line was constructed from the brake pressure switch to the rear brake caliper. We kept in mind that the wheel will be adjusted for belt tension and will flex up and down with the swingarm. There needed to be slack in the line.

Finally Frank carefully made a line that ran from the Joker handlebar controls to the Joker hydraulic tranny front. He immediately started bleeding the brake systems and they fell right in line. We watched the direction air bubbles might travel. Generally front brakes can be bled several ways. Some pump the fluid in from the caliper bleeder nipple forcing bubbles north out of the control reservoir. Sometimes, as soon as it’s filled, it’s cooked. No bleeding is necessary.

Sometimes I fill the reservoir and pump it slightly until the Dot 5 runs down the line and fills the caliper. This can take awhile, but as it sets the bubbles rise to the top and out the reservoir until it’s cooked again. We were lucky. The rear brake caliper was installed above the master cylinder and the bubbles blasted to the surface with little bleeding. Our Giggie (from Compu-Fire) designed, mid-brake lever worked like a champ with the sharp Custom Chrome pivoting pegs.

As a side note I coated the pipes with rattle-can barbecue heat flat black. What the hell, if they don’t work, I’ll mess with them again. Oh, and I tried to find a place to stash a H-D rear brake reservoir but couldn’t. I held my breath and entered a Yamaha shop and ordered a small sport bike unit. We made a bracket and stashed it under the tranny.

Building custom bikes is all about options, abilities, resources and a handful of rules. Check the John Covington Safety Code in Special Reports. He makes some good points. There’s also various considerations between rubbermounted bikes and rigids. For instance we designed the rear fender to hug the tire, but it moves with the swingarm which means the sonuvabitch better be strong. Also there needs to be considerable space between the seat and the rear fender for shock travel.

On top of style is ride consideration. I like to build bikes that will hang for a cross country run, handle slick roads and corner without dragging pipes or pegs. And it better corner. That’s what bikes are all about. Alright, I got off the tech. Kyle, the shop intern, installed the Custom Chrome petcock and gas line to the carb. He cut the line and inserted a gas filter (check the arrows for flow direction).

We loaded up the Cyril Huze oil tank with RevTech 10-50 Oil and looked for the UPS man. We waited patiently for the Le Pera styled/Bikernet seat to return to the fold stitched with emerald threads. Harold Ponteralli painted the sheet metal and want to see it in the Easyriders Pomona show. We didn’t make it. Then he jammed us about making the Pomona Roadster Show and we busted our buts. I did a couple of midnight runs installing the Custom Chrome stainless plates under the rear axle and polishing stainless fasteners. The gloss black powder arrived right on time from Dallas. The chrome sparkled and Custom Chrome delivered parts when we needed them.

If the seat had rolled in the door, we would have wired the bastard into the wee hours and drug the scoot to the show, but nooo. Cross-eyed, we pulled the 1928 Shovel out of the headquarters, also painted by H-D Performance in Vacaville, California, detailed it and delivered it to Pomona. It was essentially built by Strokers Dallas, and sonuvabitch if they weren’t at the show with a half a dozen Stroker bikes. They took Best of Show and the Shovel took third place in the classic category. Whatta week.

At this point we need final shifter linkage, which Frank fabricated, so we could install the BDL primary drive. Then some wire and we can fire this puppy. Hang on.