
Updating the Bikernet Experience
Hey, Here’s the deal. We’ve worked and spent an entire year to move all Bikernet Free Content (16,000 articles) onto a fast-acting, mobile-friendly, google accessible, WordPress Platform. ...
Read More 





























































































Here’s the link to Mudflap Girl Part 11: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_part_11_The_First_Road_Test.aspx

My son’s Mudflap Girl FXR is running and partially broken in. I even, finally, dialed in the Wire Plus Speedometer, and it’s working. I wish I knew what I was doing wrong, but that puppy works like a champ. I enjoy the tightness of the display and ease of installation. In that small cylindrical Wire Plus display, I get a speedo, a tach, trip gauge, neutral light, turn signal indicators, oil idiot light, and what else?

Okay, so it’s time to turn the Pro Street version of the Mudflap over to my son, Frank, but first we couldn’t leave the bone stock remanufactured 80-inch Evo engine alone. I reached out to S&S for a cam recommendation, and they recently built a relationship with Crane Cams.

Bruce recommended the following stock engine formula: S&S Super E carb, Crane Hi-4 ignition, S&S Cam and S&S easy-adjust pushrods, a Crane dual-fire coil, and the S&S 33-4250 breather and shim kit, for just enough pump to let this motor breathe.

I hauled the Mudflap beast on my Kendon tilt-up combo trailer to Bennett’s Performance, a very clean shop, next to Branch O’Keefe Flowmetrics, on Signal Hill. Eric Bennett, the boss, bought the Bikernet Hearse, immediately fired his girlfriend and started to cruise the backstreets of Long Beach. He traded his bagger for a Sons of Anarchy Dyna, and is about to turn the 88-inch twin cam into a 106-inch S&S night flier. His band, the Signal Hill Billies, transformed their usual light country western twang into dark blues. What the hell did I do? We will bring you reports on his engine transformation. I could swear the all-black lowered hearse smirks at me whenever I roll into his parking lot, but we won’t go there.

I pulled up the other day to find Frank’s Mudflap Girl on a lift center stage. No sooner did I enter the shop when Eric slipped out the back. A mysterious tech sauntered out of the engine room with long gray hair. “Don’t take my picture,” he said, “and don’t mention my name in the article.”

I’ve known him a long time. He’s an experienced Bonneville racer and a multiple-tour Vietnam vet, about my age. He’s only been married once, and is still married to the same woman. “I swear,” he said, “I’ve never pulled my military issue bayonet on my wife.”
I’ve been married five times and Eric three, and he just broke up with his long-time girlfriend. Maybe the graybeard tech with his twisted grin was trying to say something.

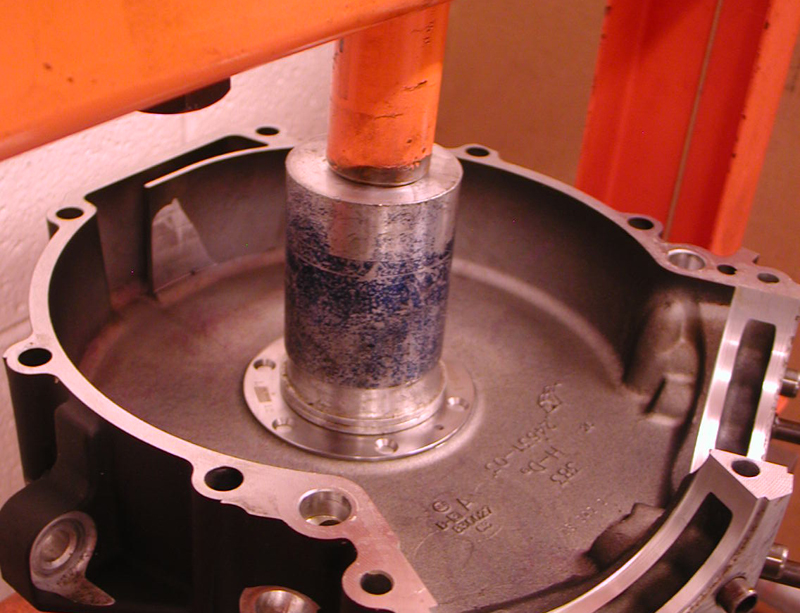
What the hell could I say? I set the box of parts on the lift and started to blow the dust off the fresh engine. Eric gave me a new cone gasket, seal, and a Torrington cam bearing, in case the fresh engine was fitted with a poor quality INA bearing—it was. I removed the pipes. The tech removed the plugs, and we jacked up the bike. He popped the pushrod covers and broke out the bolt cutters to remove the stock pushrods without removing the rocker boxes.

“I roll the engine over so the valves are closed when I cut the pushrods,” Graybeard said, “so the valves don’t slam shut when the pushrods snap.”

Then he removed the point cover, and the crane Hi-4 ignition plate. “There needs to be a washer under the fastener holding the Crane point breaker plate,” he barked.


Unfortunately, I had installed the Crane system and breaker plate—my bad. I thought about my fifth wife. He pulled the cone cover with a rare Trock tool, since the master is no longer with us.



With a couple of JIMS magnetic, or H-D lifter tools the lifters were held out of the way while he pulled the stock cam and checked the bearing.


Sure enough, it was an INA cam bearing with about half the rollers of the high quality Torrington cam bearings.



JIMS tools makes a handy cam bearing puller, which was installed, and swiftly, perfectly yanked the stock bearing free. Eric made specific machined aluminum drivers for installing new bearings, which were carefully tapped into place. After it was installed, he reached in to make sure the bearing spun free, with no binding.




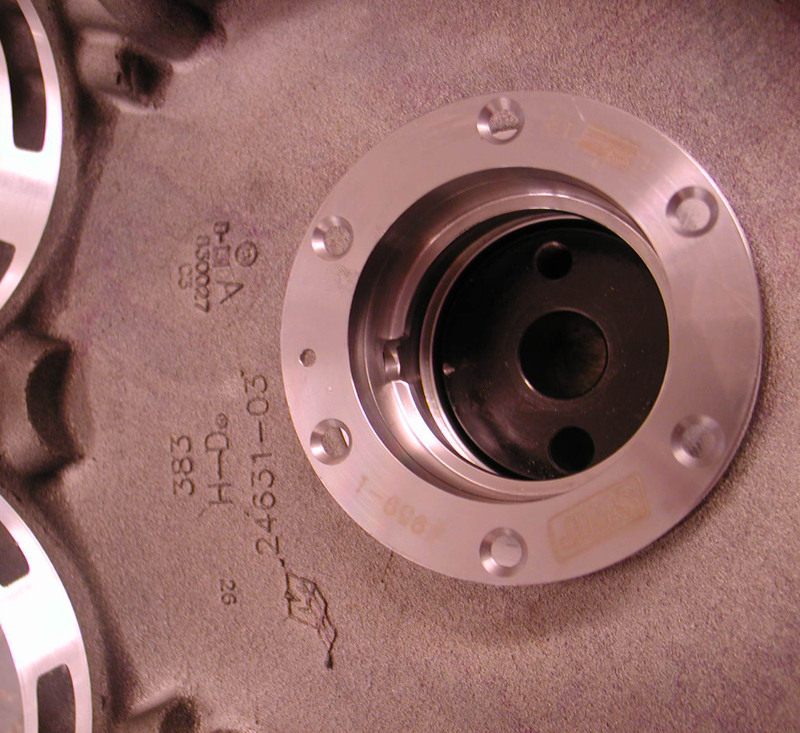
Next, he aligned the timing marks on the pinion gear and set up the new S&S breather gear.


Steel breather gears have better dimensional stability than plastic gears. Embedded particles can damage the crankcase breather gear cavity. A screen provides better protection than a slotted gear, so small particles are prevented from entering the gear cavity, where they may damage the gears and oil pump.

The S&S steel gear with welded in screen with larger diameter holes provides improved air flow/oil scavenging from the flywheel cavity. Crankcase flywheel cavity vacuum and oil scavenging are further improved by optimized breather window timing. Breather oil trap scavenging is significantly improved by increased scavenge port duration. These improvements are the result of exhaustive research using digital sampling and data acquisition equipment.
This gear was the standard size for late 1977—‘99 Harley-Davidson big twins. Breather gear kits include breather gear and steel endplay shim kit.

With the new S&S breather gear installed, he started to adjust the endplay with a .120 shim. “That’s usually the one,” he said. As it turned out, we went with .110-inch shim after he checked the fitment with a straight edge. Then he performed a similar operation with the cam to check endplay. We discovered that a .055-inch thick shim was needed in addition to the existing flat shim. He dug around and found one, and we were set to test it with another JIMS special tool.
The S&S 510V bolt-in cam works well with stock or ported heads. The improved ramp design results in low valve train noise. It’s meant for engines up to 96 inches and with compression as high as 10:1. It’s designed to pull its best results in the mid to upper rpm range, 3000 to 5000 rpm.

It was time to set the cam timing with the pinion bearing and breather gear slots. Then the mystery tech cleaned some of the case threads with a tap. “Too much Loctite,” he said. He touched all the stock ¼-20 Allens with blue Loctite and installed the cone and torqued them to 110 inch-pounds. He installed the appropriate washer in my breaker plate, and then the timing plate.


Before he removed the Crane Hi-4 ignition plate, he scribed the plate and the case so the timing would be right where I placed it when everything was put back together—that is, if I didn’t fuck it up in the beginning.

I peeled the S&S quick-adjust pushrods out of their vacuum-packed container and shortened them for ease of placement. These S&S jobs were a breeze. He checked for all the needed pushrod gaskets, and we compared the pushrod lengths to use the short ones on intake valves and the long ones for the exhaust.

“I adjust them the old school way,” he said. “I make sure one intake lifter is at the top of its cycle, and then adjust the other. Then visa-versa.” He waited 20 minutes between adjusting valves for the stock lifters to bleed down, but while he waited, we started to install the pipes. “No time to lose.” He made sure each pushrod would spin after it bled down. In each case, he took the slack out of the pushrod and then turned it out four turns or 24.5 flats. Once he tightened the pushrod lock nuts, he would take the half flat out of the adjustment.

Here’s the Quickee Pushrod Supplement from S&S: To install S&S quickee pushrods, thread the jam nut off the threads towards the ball end and screw the adjuster into the pushrod tube until the threads disengage and the pushrod can be collapsed
When installed and adjusted, S&S Quickee Pushrods must have a minimum thread engagement of .500 or half an inch (Pushrod tube to Adjuster, not including the jam nut) or severe damage to the pushrod as well as your engine may occur.
When adjustment is complete, the jam nut must have full thread engagement with the adjuster screw. If you do not have full engagement, the pushrod is not correct for the application or position.
S&S Quickee Pushrods for S&S Shovelhead and all big twin engines contain two long and two short pushrods. All Sportster model and Harley-Davidson twin Cam 88 pushrodes are the same length.
We replaced the pushrod cover clips with another JIMS tool, and I finished installing the Spitfire brake master cylinder and pedal. Once together, we turned on the gas, hit the starter and it fired right to life. Our very experienced Vietnam vet tech let her warm up, adjusted the carb and quietly returned to the engine room to work on a twin cam engine build for a customer. It’s time for my son to pick up his bike and head for a paint shop or the hills.

S&S
Bennett’s Performance
Wire Plus
JIMS
Spitfire
Mudflap Girl, chapter 10: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_Part_10_Suspension_Tuning_and_Le_Pera_Seat.aspx
I can’t make it to Sturgis this year. We are focused Bonneville builds, like mad starving dogs, and the two events are only separated by two weeks. Ray is tuning and I still don’t have an engine, but we’ll cover that later. The engine could be running today, in Richmond, Virginia, at Departure Bike Works.

Okay, so what’s a poor bastard to do, when he planned to make the run to the Badlands with his brother Hamsters? They ride out from the West Coast every year. Some of the members, including Arlen Ness are in their 70s and riding custom Victory bikes. Some rode from Spearfish, South Dakota, out to Mammoth Lakes, California, to ride back to the Badlands with their brothers. So, what’s the least I could do? Meet them at their first stop in Mammoth, just east of Yosemite?

The good doctor has owned several motorcycles, including a 1934 VL I helped get running, but one motorcycle stuck with him, a 1989 FLH. He had clocked over 200,000 miles when he decided to rebuild it. Bennett’s Performance handled the semi-stock Harley engine (the rebuild was covered on Bikernet). With a couple of thousand miles on his rebuild, and 50 on mine, (another 80-inch semi-stock Harley engine, assembled by S&S, with headwork by Branch O’Keefe), we rolled out of Los Angeles.
About 15 million folks know rolling out of Los Angeles is the biggest challenge to any weekend excursion to someplace less congested. It’s amazing, like no-man’s land at the front of any war zone. Just try to slip out of Los Angeles on a Friday. Try to peel by noon or before. If you don’t you could be faced with serious bumper-to-bumper malady, or a lane-splitting conundrum. We recently published a report about splitting lanes and the benefits. They actually made a case for increased safety in areas supporting lane-splitting.
I’ll make one case for the freedom to split lanes, maybe two. Well actually, the published study pointed out the benefits of keeping motorcycles moving during high-congestion back-ups. My point included any rider’s sense of alertness. When splitting lanes the rider’s acute awareness is on high alert. Even while putting past a myriad of parked cars, a brother never knows what could blink, so his senses are hot wired. He or she is aware of anything that moves, from a slight wheel shift, to a nod, or a turned head.
So, I split lanes as soon as I hit the 405 freeway, off the 110, the oldest freeway in the US. It runs directly into the heart of Los Angeles, downtown, from my digs in the Port of Los Angeles. As I pulled out of Wilmington, two concerns stirred my humble sense of motorcycling comfort. First, I discovered my rear chain smacking the Spitfire hand made oil tank. There was always a bothersome noise bugging me, and I finally discovered the treacherous origin, the rear left corner of the FXR-styled, rubber-mounted oil bag.
Fortunately, the Spitfire team had welded a threaded bung into the corner, and a tab off the frame. I ran across the problem during assembly and removed the tab for more clearance, but evidently not enough. So the night before the run, I removed the chain, cleaned the threads with a tap, and made a countersunk Teflon bumper to protect the tank, but would it last? Or would the chain disintegrate my protective barrier, cut a hole in my oil tank in the middle of the Mojave Desert, dump all my oil onto the highway, seize up the engine, and leave me to be tarantula bait, after I baked under the 107-degree blistering desert sun?

I also made one final adjustment to my Wire Plus speedometer sensor stuffed into the JIMS Screamin’ Eagle over-drive 6-speed transmission. I had tried everything. I was at a strange juncture. It’s been so long not working, if it worked I would have been shocked. As I pulled away from the headquarters, I wasn’t disappointed. It still didn’t work. Now, I have another idea. I didn’t connect the wire from the sensor to the speedo wire directly, but to a connection board. Maybe a direct connection would be the trick.

Somewhere in the sizzling desert, with the afternoon sun baking my feeble skull, the notion of this road test article was spawned. The Mudflap Girl FXR contained only 50 break-in miles so far; this 700-mile jaunt would be the iron test. I had followed the Eddie Trotter break-in regime, almost to the tee. With each longer and longer ride, I returned to the headquarters to make corrections, repairs, and adjustments. It was time for the acid test, a long road into one of the hottest regions in Central California, a total round trip of perhaps 700 miles in 2.5 days. That’s a big deal for this old guy.
There I was, splitting lanes across the LA airport toward Santa Monica and the good doctor’s office, where he was leaning over his knockout secretary and adjusting a tall tattooed redhead. Tough job. Sticking around his office near the coast, with a bottle of something, would’ve made my weekend.
Oh, one more concern disturbed my peace of mind. I started to write peach. I was still with the girls in the office. I hand-made the two mounts holding the single RockShox to the girder. My mind whirled with 80mph impact, a bottoming out shock, and the stress on the mounts. Would they last or toss me into the fast lane of a crowded Los Angeles freeway? Ah, for the days when we would build a bike, smoke a joint, down a shot of whiskey and ride some half-wired together chopper across town at breakneck speeds to her house. Hell, we felt so good, it didn’t matter if we made it our not.
While parked at the good doctor’s office, I inspected my Teflon pad. It was sliced severely, in just 40 miles, but the next 40 or 100 would finalize the experiment. My shock mounts hung tough, but what about the next 100 miles? We gassed up and peeled out onto a crammed 10 Santa Monica freeway. Splitting lanes and dodging merging traffic we weaved onto the 405 Freeway. It peels over the notorious Sepulveda Pass, into the San Fernando Valley, and beyond toward the 5 Golden State, high-speed direct link from Los Angeles to the bay area and San Francisco.
We just needed to cut across the 101, to the 5 for a five-mile stretch, and then off on the 14 toward the Mojave mile airport landing strip and land speed trials location. I felt every bump and groove in the crappy road as I leaned into the fast lane and poured the coals to this 80-inch beast. It ran sweet. I set up the dual-fire, Compu-Fire ignition according to instructions, and installed the Trock modified CV carb, but never adjusted any aspect of it, except the idle.

The week before we peeled out I rode to Bennett’s Performance and Eric popped the cap off the air fuel adjustment behind the float bowl, and adjusted it—it was too lean. Trock removed the cap, so the adjustment screw was operational. I rode the bike, noticed an intermittent cough, and called Eric. He recommended backing out the needle one-quarter turn. She seemed happy, and in Mojave we refueled and checked our mileage against Christian’s trip meter. We had covered 90 miles and I reloaded with 1.82 gallons for 49.45 mpg. It pulled well in any gear, even in sixth gear. The JIMS Screamin’ Eagle Overdrive transmission shifted like butter and never missed finding neutral. I geared it slightly high for a 6-speed with a 23-tooth trans sprocket and 51 on the rear wheel.

So far, we flew along big wide freeways through the Soledad Pass, Palmdale, Lancaster, and then into Rosamond. At over 90 degrees, the freeway started to die and turn into a two-laner along-side the Pacific Crest National Trail leading into the Sequoia National Forest. It looked sorta bleak and hot to me, as I pondered the welds that held my chopped Spitfire bars together. So far, the riding position was a dream. My legs were stretched out nicely. I could move around on the very comfortable gel-impregnated Saddlemen seat with the spine relaxing channel, and just a touch of lumbar support. The bike handled well, as I adjusted to the long bike vibe.
Another rambling rural 50 miles in the desert with only rolling hills in the distance, and the 14 Highway disappeared to be replaced with the well-kept Highway 395 in Indian Wells Valley. We passed more deserted truck stops, than active ones. They were extreme sun-dried out buildings. Chipped paint was sandblasted by desert winds, and busted windows gave the dilapidated structures, gradually turning to dust a war zone appearance. I set the bike up to be a chopper for the long road, with rubber H-D pegs, old styled thick rubber Knucklehead grips, and Custom Cycle Engineering rubber-mounted traditional dogbone risers. Since the drive train was rubber-mounted, it all worked to minimize vibration.

We followed one billboard to an old gas station turned into jerky sales headquarters. It bragged “Good jerky.” It was actually so-so, and small packages were priced at nine clams. I wanted to support their sticker-scattered cause. The smiling Hispanic broad behind the counter gave me the okay to plant a Bikernet sticker on the building, yet I couldn’t cough up nine bucks, plus tax for a bag of so-so jerky. We peeled out.

Just a handful of small towns peppered the highway with reduced speed signs, some as slow as 25 mph, perhaps a fund-raising effort. We rolled into Lone Pine and the Dow Hotel, which was packed with tourists and bikers heading to Sturgis. The Dow, built in 1923, was specifically constructed to house movie crews, since a large number of westerns were shot in the region. What a roll of the dice, but it paid off. We topped off and compared notes this time. We had sliced through 111 miles and I took 2.3 gallons, for 48.3 mpg. The doctor grabbed more fuel between stops, so he crossed 38 miles and took 1.2 gallons for 31.6 mpg. He was disappointed, and we discussed options for the future.

The good doctor noticed some drops of oil on the pavement next to my bike. My oil cap isn’t correct for the screw-in bag bung, so I found a press-in rubber cap, with a small dipstick. It worked, but loosely, and a small amount of oil seeped onto the roof of the Spirfire steel oil bag, then some trickled down the right side, onto the frame and dripped onto the pavement. I pressed the oil cap deeper into place and check the oil level, and then it dawned on me. I noticed a softening in my rear GMA brake action. That was the cause.
[page break]

I checked the Teflon pad, and it didn’t indicate any more chain damage, plus the tank was well clear of the carved edge. It appeared very secure, and my shock mount held fast. Vibration was minimal, and at every stop, folks confronted me about the Mudflap girl bike, the traditional chopper appearance, and almost every onlooker said, “Is it a rigid?”
The next morning, we faced just 99 miles for our meeting with the evil Hamsters at the Westin lodge in the heart of Mammoth lakes. The roads were perfect and our 80-inch Evos purred as the elevation increased from sea level to 4000 feet, and we were expecting another 4000 thousand and more pine trees as we cut a dusty trail toward the Sierra Nevada Mountain Range, just east of Yosemite. We stopped in picturesque Bishop for breakfast, but the two hot spots were jammed. We strolled into Whiskey Junction without a problem, then rode the remaining 40 miles to the Mammoth cut-off. I was expecting winding, twisting mountain roads into the mountain/sky resort community, but it was virtually a straight shot. My memory reminded me of a similar stop the year I hit a deer inWyoming.

We didn’t pop for the high-dollar rooms, but stayed down the street at the Sierra Motel, where the doctor pointed out a concern with his front wheel. We rode up the street to hang with the Hamsters as they rolled in as early as noon. Some rode in from Spearfish, but the Bay Area contingent, including Arlen Ness chose to fight traffic in slow lanes through Yosemite National Park. They weren’t scheduled to arrive until the early evening, so we returned to our digs to take a look at his front wheel. Under the backdoor hotel overhang, we found a massive cinder block, jacked up his FLH and removed the front axle. One of the bearings demonstrated serious damage and we attempted to remove it with the help of the Hawaiian biker handyman.

We easily had enough tools between my Bandit’s bedroll and the doctor’s tool bag. Concern grew as we discussed our issue with other riders, and Ted Sands, from Performance Machine. “Did you powder coat the wheel?” Christian scored a couple of late model Twin Cam, 1-inch axle mag wheels, powder coated them, and replaced the bearings with ¾-inch axle jobs, but there was some question about the internal spacer. The spacer needed to be solid against the inside bearing race, and that didn’t seem to be the case. The left bearing demonstrated serious wear. We started to make calls.

The Mudflap Girl bike handled the roads to Mammoth extremely well, although we are hoping to step up and buy another RockShox with at least 2-inches of play and a 250-pound rated spring for testing in the future. I’m sure with the correct resources, we can make this girder ride like a Cadillac. I ran into one problem with the Mudflap girl. The left stock H-D foot peg with massive rubber padding for comfort, wanted to slip off the stem and depart. I thought this bastard wouldn’t budge, but I continually fought it.
We called for local bikes shops, but it was Saturday night and resources were limited. Christian made a run on my FXR to an auto parts and bought a jug of bearing grease, a spray can for chain-styled foam lube, and a small container of Buffalo-snot glue for my peg. I actually needed rubber cement, but gave it a shot.

“The FXR Chopper is one great looking scooter, with just the right stance to have attitude, without being obnoxious,” said the Doctor. “Everyone twists their neck when she goes by.
We operated as best we could on the doctor’s wheel but could not remove the bearing to correct the inner spacer problem. We packed that bastard full of grease and called for a U-Haul truck rental in Bishop for the next morning. The final question: Could, would, should the good doctor risk riding his Bessie down the hill? We confirmed with U-Haul; the regional office would open at 7:00 a.m. The Bishop franchise opened at 8:00 a.m., and a 14- foot box truck was available with a ramp. We would need to score a batch of tie-downs.
We returned to the Westin to hang with our brothers, Buckshot, a Bikernet and Thunder Press contributor, and Marilyn Stemp, the editor of Iron Works. That’s when Ted Sands told us about the drawbacks of powder-coating the interior of late model hubs and the impact on bearing spacers—bad news. I rode the FLH, and it rattled like marbles in an empty tin can, but I didn’t sense any grinding in the bearings. I didn’t want to make a recommendation. This had to be his call. Then I mentioned the 40-mile distance to Bishop. He was thinking 100 miles to Lone Pine.

By the way, we gassed in Mammoth for another 98 mile run. My bike was feeling the pain of reduced oxygen at 8,000 feet, and the night would drop to 41 degrees, but she still ran well. I struggled to squeeze the nozzle into my tank and loaded it with 2.5 gallons (39.2 mpg), and the doctor refueled with 3.2 gallons (30 mpg). He will look into a jetting change for his S&S carb.

As we hit the hay, the doctor decided to attempt the slow ride to Bishop. We set the alarm for 6:30 and tried to sleep.
The weather was amazing, just a tad cool in the morning as the sun slipped between pine needles to warm the streets. We packed and rolled down the hill to the first coffee shop. We were gassed and ready for the 40-mile delicate, risky ride to Bishop, a town of 5,000 along 395 just below Mount Whitney, the highest mountain in the continental United States. We were so focused on surviving the Bishop run, we didn’t think about the cool breeze, my wandering peg rubber, or any distraction. I’m sure Christian was as tense as an over-tightened drive chain as we rolled serenely down the mountainside onto 395 south at 45 mph.

“Going 40 miles down the hill towards Bishop was a bit nerve wrecking, since the bearings were grinding and clackering like marbles in a bag being tossed on the ground!” Said the doctor.
The good doctor rode almost 20 miles, his hands, like vice-grips on his bars waiting for the bearings to scream and spit from their housing. The hefty front mag would wobble, then lock against the twin Performance Machine 4-piston front brakes and scream for relief, maybe locking up and tossing the doctor and his gear in the weeds. I asked him to ride on the right for easy access off the road, just in case.
“But after about 20 miles the sounds and noises started to be less and less,” said the doctor. “Once we got to Bishop it had subsided 80%!!!!!”
We arrived right on time, and spotted a women in the U-Haul yard. “They don’t open until 11:00.” Her husband arrived and confirmed the bad news. Disillusioned, we rumbled into town for a hearty breakfast at Jack’s and made a number of phone calls. If we could make it to Mojave, we could find another U-Haul, but then we would only be 100 miles from home. The Doctor could ask his girl to meet us there with a trailer. He called U-Haul, bitched and sought alternatives. None were forthcoming.

We said, “Fuck it,” and kept rolling. With each 50 miles, his confidence grew, but we remained at a mild pace of 60 mph, them 65. I finally got fed up with my spinning peg rubber and pulled off the side of the road and strapped it down with tie-wraps, pulling them damn tight.

“Do you want to cinch them down with a pair of pliers?” said the good doctor.
“Nah,” I responded. “We’re good to go.”
Yeah right. The sonuvabitch still squirmed and tried to escape. At the final refueling stop in Mojave, I broke out the pliers and pulled those tie-wraps as hard as I could. The bastard never moved again.

The doctor, comfortable with his FLH, resigned himself to flying into LA by himself. I would cut off at the 210 and dodge the rough, jagged, concrete 405, heading directly into one of the most congested intersections and construction zones in Los Angeles, the 101 junction, over the Sepulveda Pass to the 10 Santa Monica interchange. I could fly into the city on the foothill freeway against the San Gabriel Mountains into Glendale, cut south on the Glendale freeway for just 10 miles and pick up the 5 for one mile before I jumped onto the 110 south directly to my door through downtown Los Angeles.

As I peeled off the 5 at the 210, Christian gave me a final thumbs up and rolled into congestion for just another couple of miles, then cut off at the 405. It was just about 3:00, the bewitching hour, before a city of half-drunk yahoos, talking on cell phones and playing grab-ass with their girlfriends, headed home from barbecues, weekend camping beer-soaked outings, cantinas, bars, ballgames, you name it. This is the most notorious crew of inexperienced drivers, on unfamiliar freeways, buzzed, and distracted, heading home after too much fun. This group of millions, in tin overseas boxes and SUVs, with stereos blasting, is in contrast to commuter traffic, made up of professional, daily migrants, who know every inch of their incessant trips back and forth to work.
Both Christian and I have ridden LA freeways for over 35 years. We both rolled into our respective digs within 20 minutes of each other and checked in. Within an hour and after my first Jack on the rocks, I wrote some compliments and foreword thinking thoughts to Paul Cavallo, the Spitfire master, and he immediately responded:

“Hey brother, good to hear from you. Glad you had a great ride,” Paul wrote. “I have you covered on the oil cap. I just finished up a re-design on the girder trees that eliminates the shoulder bolts. I will update yours to the new gear.
“Bill Dodge rode his out from Kentucky for Born Free, and loved the ride, but after a 5,600 mile round trip, those little thrust washers wore thin. I doubled the strength of all of the pivot components, and machined pivot pins into the trees, and cross bars. I even designed a retro kit for all of the existing front ends.”
We discussed RockShox with increased travel, and I also mention raked trees for better cornering. The more you rake a bike, the more it wants to go straight, which hinders cornering. Bikers generally love to corner, and I discovered, with my blue flame that even a chopper can corner with adjusted frame geometry.
“When I update your front end, I will give you 3, and 6-degree links for it,” said Paul in his response. “The girder is so easy to change the rake on.”
There you have it. The first 700-mile distance test of our Mudflap Girl FXR. Scooter Tramp Scotty is right on: Evos Rule and Choppers never die.

Spitfire
D&D Exhaust
Biker’s Choice
JIMS Machine

MetalSport
BDL/GMA
Wire Plus

Branch O’Keefe![]()
Bennett’s Performance
Custom Cycle Engineering
Saddlemen
Progressive Suspension

Mudflap 8: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_Part_8_Wiring_World.aspx
Mudflap 9: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_Build_part_9.aspx

I’ve been riding and tuning Mudflap Girl FXR for a couple of months. We finally dialed in our rear shocks, maybe. David Zelma, from Progressive taught me the ropes regarding spring pressure and travel. We will get into that. We have also been monkeying with my Spitfire Girder shocks. Again, the problem is travel.
My son’s FXR faces similar dilemmas, but hopefully we will be able to transfer knowledge from my bike to his. Fortunately, Progressive suspension is just down the street in Orange County, so David Zelma stopped by with a variety of springs. “Your shock angle is more like a Dyna Glide than an FXR,” David said, “which makes for much more severe spring rates.”

I kept trying tougher and tougher FXR or touring H-D springs and the rate of sag was too much, indicating a too-soft spring. Also, I had to mess with additional bumpers, limiting the shock travel to prevent the fender from smacking the Avon tyre. It’s a humorous dilemma, one that any sport bike rider would scoff at, since he doesn’t care if there’s a foot of air between the rear tire and the fender.
Ultimately, we ended up with 12.5-inch Progressive Dyna shocks, but my travel, with limiters, is just over ¾ of an inch, sort of the same as a lowered Softail.
“I’m not happy with this system,” David said. “I want to see more travel for a comfortable ride.”

I like the way the bike looks, and I will ride it to Mammoth Lake next weekend to hook up with the Hamsters on their long road to Sturgis from the West Coast. That’s the iron test.
Next, I looked at the front Spitfire Girder shocks and discussed it with Rick Krost, who messes with bicycle seat shocks for custom applications. He removes the stock springs and switches them for cut springer springs. They were, unfortunately, too soft for the girders. Our problems with the seat shocks were two fold. The springs were 300-pound jobs and the shocks did very little to dampen the ride. So I went on a hunt. I discovered RockShox and Fox bicycle shocks, which run over $500 a piece. Good god!

Rick supplied me with a couple of RockShox with springs rated at 500 pounds per inch. Again that’s too tough, so I tried running one shock in a position more directly in line with the girder, another Rick suggestion. With one 300-pound rated spring I received good movement, but again very limited, like just over a ½ inch of travel. I’m still on the hunt for 2 inches of travel, and fortunately the Spitfire girder affords me the ability to mess with the positioning of a shock. I found a Fox shock that could be perfect, but the cost was prohibitive. RockShox also allows me a variety of spring rates, but of course I can’t find a price on their web site.

While on the girder shock hunt, we worked with Le Pera on a seat for my son’s Mudflap Girl FXR. Christine and Bob Le Pera took over their dad’s company when he passed. Christine picked my brain for styling, and then sent me a seat pan.

First, I made a bracket to catch the supplied tongue, welded under the seat. Before final welding, I may move the frame bracket back a ½-inch. Even with the tongue extended, I’m still not perfectly happy.

With the pan in place, we marked mods and adjustments with a felt pen and started hours of grinding and fitment. Then Ray C. Wheeler hacked-out an extension to afford my son enough seat for a passenger.

We cut a chunk of like thickness sheet metal and made a cardboard template, which was transferred to the sheet of tin and cut out with cut-off wheels. We could have made smooth work of it with a plasma cutter, but the grinding would burn the clock, and warping might become an issue.

We spent hours grinding, hammering and fitting until we thought we were close. I would love to find an English wheel and make the time to take a sheet metal class. Then we tacked the pan to our extension, and worked on it some more. I didn’t want to send it back to Le Pera’s historical shop looking like shit, so we worked over the pan extensively, and then drilled additional rivet holes to match the traditional pattern of Le Pera holes.

Le Pera is the home of the chopper seat, the cool, low, stylish, bare bones butt pads. “We can’t make ‘em fast enough,” Christine said. They have also shifted to more dresser seats, and seats for tall guys are popular.

This is their 40th anniversary in the seat-making business, and their focus for this year is new products, not parties. They constantly study new fabrics, threads, and embossed products. While in Italy at a dealer show, a customer approached Christine and told her, “Le Pera is the Ferrari of custom seats.”

When I spoke to Christine, my first question was regarding my seat pan. “How did we do?”
“You did a good job,” Christine said. “According to Bob, it was easy to cover.”

After they inspected our Bikernet shop handy work, she sent the pan out for powder coating. Then they installed a tough rubber edging molded over a metal insert. The metal grabs the pan securely, and the rubber clings securely to the metal. Together they protect the cover fabric.
While the pan is prepped for padding, the Le Pera liquid foam formula spilled into the standard Silhouette foam mold and was clamped into place while it cured.

Bob Le Pera, Christine’s brother, glued the foam figure of the seat to the pan and started hand-shaving the foam. “He’s the artist,” Christine said. Once shaped, the seat was ready for the fabric cover.

Bob chose a long-lasting comfortable fabric, but the master of seat patterns, Gus, a 32-year member of the team, laid out and customized the seat template, extending the standard Silhouette pattern, which he transferred to the resilient fabric, cut out the various pattern segments, and sewed the pieces together with upholstery-grade, ultraviolet-light-resistant bonded polyester thread. The color selection is vast.


Another long-term veteran member of the Le Pera team, Rick, with 27 years under his leather belt, completed the seat. He attached the stitched cover over the hand-shaped foam, made sure all the lines were symmetrical and tacked it in place with a couple of rivets, starting at the rear with a rivet gun.



With the completed seat in hand, Rick carefully glued a protective template of carpeting on the bottom.


I asked Christine about ordering custom seats from them, and they are open to a variety or requests. It’s often best to work with a knowledgeable dealer who can give you tips and knows how to speak the lingo to the Le Pera staff. You can always e-mail the staff and hit them up for info. Try to nail down a style before you reach out. Styles range from thin, low, and sleek, to touring, or tall guy seats. Check their catalog for ideas, and once you’ve nailed the basics down, you can discuss custom stitching, inlays, fabrics, leathers, and or embossing, and of course an affordable budget.

With the seat in hand and the Spitfire forward controls mounted and dialed it, Frank’s Mudflap Girl FXR is ready for a ride. He just needs a plate, registration, and insurance documents, and we will begin the Eddie Trotta break-in routine.

Le Pera Seats
D&D Exhaust
Biker’s Choice
JIMS Machine
MetalSport
BDL/GMA
Wire Plus
Branch O’Keefe![]()
Bennett’s Performance
Custom Cycle Engineering
Saddlemen
Bub
Progressive Suspension
Check out my road test in the next chapter: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_part_11_The_First_Road_Test.aspx
Here’s a link to the last chapter: http://www.bikernet.com/pages/Mudflap_Girl_FXRs_Part_8_Wiring_World.aspx

What a year, and we’re cranking on so many two-wheeled fronts. Both Mudflap Girl bikes are running and one is in the wind, but I’d better back up. You’re going to love this tech, and the ending.
I took the Mudflap Girl bike to Saddlemen during the holidays, at just the wrong time. They faced the holiday schedule, then dealer shows, including the Easyriders V-twin show, then Daytona, before the dust settled and the shop was calm enough to focus on a couple of custom seats.

Sure, the economy sucks, but you wouldn’t know it if you stumbled into their brick manufacturing facility in a Los Angles industrial community. The shop is cooking, building twice as many seats as last year, and adding 420 new seat part numbers. Tom Seymour, his partner, Dave Echert, and Avery Innis have stepped into the luggage arena for touring bikes, cruisers, and sport bikes. They designed a line of bag inserts, sissybar pads, tank and fender trim, you name it. If you’re going for a long ride, they have the product for you.

That’s just the tip of the chrome and leather iceberg. The Saddlemen team will attend 78 shows, and events this year, from Sturgis to flat track racing, with the marketing director, Ron Benfield in the lead. The family atmosphere in their facility started to impress me after a couple of visits. I met 25-year team members and their sons and cousins. In fact, Avery kindly took a liking to an old Bikernet buddy, Buster Cates, and offered him a position on the team. Buster owns and rides our Shrunken FXR to work every day.

Let’s cut to the seat-building chase. The Saddlemen team turned motorcycle seats into an engineered art form. They don’t just make cool seats but poured engineering into the mix for comfort and long-ride ability. They studied the use of medical gels, then the spinal relief channel, lumbar support, and foam and fabric functions. Now they make heated seats, and the heels-down seats for shorter riders. Several of these elements add time and substantial cost to the seat manufacturing process. Plus they always attempt to make their seats fit better than stock.

Saddlemen has a team of custom seat builders who carefully design seats for special applications, race bikes, and sometimes, ultimately production seats. I was impressed with the myriad of seat manufacturing processes and how the team handled each one. Jose, the senior custom seat designer, worked with us through the entire process. First, he verified the position of the seat and the position of the frame rails, which are not always entirely symmetrical. Then he determined the center of the fender. He carefully masked off the entire seat area, and then began to hand-form a sheath of 1/8-inch wax. It performs a couple of functions. First, it molds perfectly to the frame, and second, it affords a 1/8-inch clearance for fabric to fill during the final stage.

“Every motorcycle has a seat,” Avery said, “but there are multiple body styles.” Avery is the engineering, design, and customer relations guru. He worked for Suzuki and Honda for years, and rides touring bikes and enduros. “All body styles don’t fit the same seat or style of riding.”

The wax helped the seat to locate itself on the frame perfectly. With wax strips, Jose formed a small channel on the inside of the wax seat pan to allow for fasteners not to protrude. The channel is about ½-inch wide and 1/8-inch thick. When the channel was placed securely, Jose filled the wax-to-wax edges with clay to prevent resin from seeping under the wax channel.






After the first sheet of fiberglass was carefully laid over the wax and carefully coated with resin, we cut a dusty trail and planned to hook up the following week.







Day Two:

We returned to the shop. The doors open at 6:30 in the morning and shut down at 3:30. I found the timing to be very civilized. The staff can enjoy a comfortable afternoon at home. We didn’t roll into the shop until 10:00 and Jose was already cutting and shaping the fiberglass seat pan, with the seat hook brackets molded into the bottom of the pan. Fiberglass contains amazing strength, yet adds flexibility. They are the official seat maker of the AMA pro racing/flat track, and now road racing classes, and they make all of Steve Storz café racer kit seats for Sportsters. They also sponsor dozens of flat track racers, the 5-Ball Bonneville Racing team, the Jordon Race Team, and Lotus.




With the seat pan shaped perfectly for my goofy Mudflap Girl ignition key system, we peeled out once more, and returned the next week for foam shaping.


Day Three:
“This is the most impressive aspect to making a custom seat,” Buster said of the foam shaping process.

“The driving force is style,” Avery said, “then we add performance with the gel, the spinal relief channel, and lumbar support.” Initially, I shot for the coolest, cleanest design to feed my chopper soul, but realized I needed a long-distance rider for my future Sturgis runs. When the discussion of lumbar supports surfaced, my lip zipped tight. I didn’t want to step into the middle of the comfort engineering mix.


My goofy key position worked perfectly into the channel design. Jose cut and shaped the 1.5 inches of foam with highly sharpened kitchen knives and coarse emery discs. Avery and Jose discussed the sketches for the position of the channel and the gel. One inch of gel represents 3 inches of foam.



Here’s the company’s gel description: Almost two decades ago, Saddlemen was the innovator of SaddleGel for motorcycle seats, bringing over a gel technology widely used in medical applications.

Without question, SaddleGel is the most important breakthrough in motorcycle seating technology in decades. This amazing product will increase the amount of time you spend on your motorcycle, creating the comfort necessary to ride all day. Every type of riding is more enjoyable, from touring to dual sport, canyon carving to street cruising.

When it comes to motorcycle seat comfort technology, nothing compares to a Saddlemen seat with SaddleGel. The proprietary SaddleGel technology was gleaned from the medical industry with specific origins in wheelchair pads and hospital beds. The gel was used (and still is) to prevent bedsores for those confined to beds for long periods of time and for people in wheelchairs—some for their whole lives. Know anyone that rides as much as a person confined to a wheelchair?

In the early ‘90s, the experienced riders at Saddlemen figured out a way to incorporate all the benefits of gel into a motorcycle seat and quickly learned it was far more comfortable than standard seats for a variety of reasons. For one, SaddleGel isolates engine and road vibration, a common cause of rider fatigue. SaddleGel is a molded solid with fluid-like properties that will not slide to one side or move around in your seat like air or water in a plastic bag. Instead, the proprietary design eliminates pressure points at the hip bones and tail bone by evenly distributing your weight across the surface of the seat. Otherwise, pressure points or hot spots can hinder blood flow, causing pain and discomfort. Normal circulation is never lost on a seat with SaddleGel. It keeps your rear end comfortable on a long ride, and ready to respond quickly as road conditions change.
Saddlemen SaddleGel is extremely advantageous, but we were able to maximize its benefits by developing a seating comfort system around it. Our integrated seat designs include a selection of materials that work together to make our seats as comfortable as possible, while still giving your bike show-quality style.
Avery has a product formula he learned from the president of Suzuki in 1990 at a business philosophy conference. “Every product must be evaluated for styling, performance, and value,” Avery said. We discussed business notions and the alignment of the stars while Jose carefully shaped foam.
Day Four:

While I was missing in action, Jose refined the shape, inserted large segments of gel, and made a custom aluminum channel section. They need something to apply the upholstery to, and then fasten it to the bottom of the seat pan. Nothing is as easy as it seems. Then he added a final lather of breathing foam, only about ¼-inch thick, and we started to decide on the fabric and pattern.

“In the past, we all thought leather was the ultimate fabric,” Buster said, “but not so.” Learning the Saddlemen ropes fast, Buster discovered new, more resilient fabrics, stronger materials, and more comfortable weaves. Avery chose a long lasting carbon fiber weave for the front of the seat panels, then a brushed aluminum vinyl for the channel center and the lumbar region. They even planned to scan a Mudflap girl and embroidered her into the seal. The rear seat tab was positioned during the second layer of fiberglass. Avery chose another black vinyl for the back of the seat. It’s tough, has the delicate touch of skin, and will last.


Jose marked lines for fabric patterns, and next he would drill and counter-sink the custom aluminum panel before upholstery and placement down the center of the pan. He ensured that the gel was properly glued with their coveted water-based adhesive, used for all foam application. The thin layer of porous headliner foam acts as a visual detailing source for seat shaping and adds breathing, but it’s not long distance comfort foam. The Saddlemen-designed progressive foam and gel handled the tough job.

Here’s the Saddlemen description regarding the spinal channel system: Our Gel Channel line of seats for sport bikes are designed specifically for the rider that needs a seat that can do everything—canyon carving, track days, or commuting.

They feature Saddlemen’s Gel Channel (GC) technology (patent pending) that incorporates a split piece of SaddleGel and a channel in the base foam to relieve seating pressure on the perineal area, increase blood flow, and keep the rider in the saddle longer.

While another week sped past, the Saddlemen staff sewed the pattern pieces together with marine grade nylon and polyester, colorfast thread for sun tolerance and lasting durability.

I never imagined so much thought, engineering, product testing, selection, and creativity would go into a goddamn seat. But when you think about it, you’re almost as involved with the seat as you are with any other aspect of a motorcycle.




The call came: “The seat is finished and fine,” Buster said. “Come and get this puppy.”

We grabbed the new license plate, a new Aeromach mirror, a Bandit’s Dayroll packet full of tools, and peeled out. This wasn’t within the mantra of the Eddie Trotta break-in procedure. The well-organized Saddlemen facility was located about 10 miles from the Bikernet Interplanetary headquarters. We ran the driveline through several heat cycles, but it never felt the clunk of the BDL clutch allowing the JIMS 6-speed transmission drop into gear, or the Metalsport mag wheels and Avon tires skid across any dusty asphalt lanes.


The Mudflap Girl resided in the asphalt driveway, out front, as we pulled up to the Rancho Dominquez facility. For the first time, I swung my leg over the carefully detailed Saddlemen seat, and sat down, as if about to cut a dusty trail. I immediately felt at home.

While the Saddlemen gang hung out around my Mudflap Girl in their driveway and we warmed the H-D Evo engine, we tightened the leaky fuel filter, adjusted the position of the clutch lever, and then I dropped it in gear. It shifted so smooth, I didn’t know I was in first. I was slightly nervous as I rolled out of the driveway. The seat was amazing, but would I survive the virgin ride home?

Next, we will cover my son’s final build aspects, adjustments, and first ride. Hang on.

Spitfire
D&D Exhaust
Biker’s Choice
JIMS Machine

MetalSport
BDL/GMA
Wire Plus
Branch O’Keefe![]()
Bennett’s Performance
Custom Cycle Engineering
Saddlemen
Bub
Progressive Suspension

1964 was an interesting year for Harley. it was the last year of the 6-volt electrical system, and last year for the kick-start only. In 1965 they stepped up to 12-volt system and the first electric start and massive batteries started to appear. So let’s get started, I removed the primary, to my surprise it had a belt drive in it.


Someone wanted a step-up from the original chain drive, unfortunately it’s covered in oil that leaked from the main shaft seal and chain oiler that was never shut off. I might be able to save it with a healthy cleaning, we’ll talk about that later. After removing the primary drive and clutch, I thought the transmission would be a good place to start the restoration.

I did the research and found out all the parts I needed to rebuild the stock 4-speed transmission were available from J&P Cycle, and manufactured by JIMS. So off to the catalog I went. I ordered all the gaskets and seals I needed to rebuild it, except one, the main drive shaft seal (which was the worst one out of the bunch). According to the manual and other people I talked to, you need to invest $250 in the special tool from JIMS. It removes and installs that seal. However, I found an old friend (older than I) sorry Danny! LOL, who knew how to R&R the seal without the so called special tool, no big deal, according to him!



Be careful not to lose the gear shaft key for the sprocket. Also, there’s a small keeper key (looks like a flat L). It holds the sprocket far enough away from the seal, so it doesn’t ride on the seal. Keep it just in case. I later found out the new seal came with the keeper, but it’s better safe than sorry, if ya know what I mean.


There are some measurements you can take with feeler gauges for the shifter forks and spacers, refer to the manual.
Also you can check the timing shifter notches for alignment after the cover has been removed, also in the manual.

I actually ended up with two manuals, the original 1964 Harley service manual and a Clymer manual. Out of the two, I prefer the original service manual, it’s so easy to read and understand an idiot can follow it. Wait a minute! It’s also a good notion to pick up a parts manual for a variety of parts illustrations not found in service manuals.

For the serious rebuild the Wolfgang Panhead Restoration book, by Rick Schunk is an excellent guide. We were fortunate to have a low mileage transmission, and only a clean- up was required.

All the schematics are hand drawn in detail, very cool and definitely vintage. For the main shaft sprocket seal, I used the old school method my friend suggested, a slide hammer. Simply drill a couple of 5/32 holes in the seal, not too deep, about ¼-inch, screw in a sheet metal screw, and slam away!



It came out on the second slam of the hammer, YEAH! Installing the new one was just as simple, add a little Vaseline or WD40 to the outside of the seal and gently and evenly tap it in. I used a brass seal installer I had lying around, moving it back and forth on the seal so it doesn’t bind. Tap it down flush with the case, and your done. The JIMS tool insures that the seal is installed perfectly square into the case.
The rebuild kit came with all the gaskets and seals. There’s an O-ring seal in the kick-start shaft that rides between two brass bushings, be sure and replace it.

You can reach in with a dental pick or small screwdriver, and remove it without pounding out the bushings. The kit comes with new gasket for speedometer cable and neutral light indicator.

I polished up all the chrome it had and added a brass kick-start pedal, it looks great! Yeah, I know, not OEM pedal, but it looks cool and is pretty close to the era. I also ordered all new chrome case screws, the old ones were rusted, plus the chrome looks better anyway. I painted the inner timing cover and polished the out cap. You will find that almost all the transmission and engine cases are cadmium platted.


Lots of guys polish or chrome them, my customer wanted them to look as factory as possible. Here it is, the finished product. Not sure what I’ll tackle next, if you have any requests, let me know, I’ll be glad to accommodate. I’ll probably go right into the engine. That’s all for now, Tail Gunner out till next time.

.jpg)
Editor’s Note: Our 5-Ball factory racer was feature in Heavy Duty Magazine in Australia recently. It’s the largest selling custom bike mag Down Under. The story and the photos were handled by the amazing Smilin’ Doc Robinson, the longtime tech editor. I’ve left the story alone for your viewing pleasure. Enjoy.–Bandit
.JPG)
Many interesting and colourful characters populate the biker world and Keith “Bandit” Ball walks tall among them. And not only because he tops out at six-foot five inches. Lifetime biker, author, longtime Easyriders’ editor, custom bike builder, salt racer, founder of the premier web site Bikernet.com, Bandit is all this and more.
Get him settled in the comfortable lounge seat in his Los Angeles abode, pour him a stiff whisky, and sit back as he shares tales of the road, some that would make your hair curl, others that are genuinely side-splitting and always among them, lessons to be learned about life.
.JPG)
I figured that the best way to introduce this build to HEAVY DUTY readers is to give it to you in Bandit’s own words: “For decades guys have built vintage- looking scooters with late model drive-trains. Hell, I built another one at Strokers Dallas in the ’90s. Before I dreamed of it, Arlen Ness built a ’20s vintage scooter and sidecar around a Sportster engine.
Randy Simpson built vintage kit bikes. Don Hotop built some of the finest vintage-styled customs and recently I saw a ’20s styled bike at the SEMA show in Las Vegas built by the Shadley Brothers for House of Kolors. Beautiful piece. So I ain’t the first by a long shot. But there is something in the air recently about respecting the old iron and bringing it back to life. Some of it has to do with restrictions, and building older bikes is unrestricted. Some of it has to do with nostalgia and some is just a wild departure from the last project. I’m excited every year about this learning process.”

I asked Keith to sum up the vision that drove this build: “Well I built it in the teens vintage style, but with my height and long limbs I had to scale it up a bit. It’s built for long miles, with floorboards, a sprung seat, rubber grips, tall gearing and a spare gas tank. Every custom motorcycle build is an adventure. It takes me from one crazed time in my wild life to another. Fortunately, I’m not spilling my guts about another woman I lost during a knuckle-busting build. But this build did represent turning points. I’m rapidly closing in on my mid-sixties and about ready to sign up for Social Security. It also represented our stinky economy.”
.JPG)
Bandit is such an industry icon and it is not surprising that many of the leading lights of the motorcycle aftermarket were involved in this build, blokes like Ron Paugh of Paughco, leading manufacturer of custom parts and accessories for the past forty-three years, Rick Krost of US Choppers, Chica, who needs no introduction, Gard Hollinger of LA Choprods and HEAVY DUTY photographer Glenn Priddle who made the sweet seat.
.JPG)
Here’s Bandit again: “The key to the success of this project is the drive train. I sought a Crazy Horse V-Plus, 100-inch engine for several reasons. It has a classic design, renewed performance, cool looks and a left-side carb. I coupled it to a JIMS 5-speed transmission with a Baker kicker unit and Baker N1 shifting drum, so I can run the tank shifter and find neutral without a problem. The rocker clutch system I put together from old H-D parts while I fabricated the tank shifter.”
.JPG)
When he hasn’t got a fast motorcycle between his legs, or a whiskey in one hand and a beautiful redhead in the other, Bandit is happiest welding, soldering, wrenching, milling and turning metal in his secret and damn well-equipped lair beneath Bikernet HQ. His other love is writing, usually upstairs in his 1923 shop, behind his glass-topped Panhead-motor desk, rattling his computer keyboard, churning out another fiction book, a book for motorbooks, magazine articles (sometimes for HEAVY DUTY), or news, or one of dozens of tech articles for Bikernet.com.
.JPG)
And for those of you who are truly interested in the real guts of bike building, let me recommend reading the whole story of this build on the Bikernet.com web site. It runs over some eleven parts and is well illustrated with photographs showing each and every step of this build.
.JPG)
If you only read one part of the full story, make it Part 6 where you’ll see the immense amount of work that went into the rear fender fully detailed as master metal shaper Chica gets to work. But once again, I strongly recommend you read the whole thing as a salutary lesson on just what goes into a ground up build. Without the space limitations of a magazine Bandit is able to show and tell stuff that you won’t find elsewhere. To find it, go to Bikernet.com and click the Free Departments button and select Techs and Bike Builds and scroll backward through the various articles until you find Part One and take it from there.
.JPG)
I really dig this bike in every aspect; the concept of honouring old iron in this way, the marriage of old school looks with a nod here and there to practicality and safety, given that brakes back in the first two decades of the twentieth century were mighty primitive to say the least. I love that shifter in all its brassy mechanical glory, the vintage touches like the chain oilers and the leather strap holding down the battery and the cool fuel tank mounted up top to extend the bike’s range.

Having examined it closely, both during construction and in its completed state, I can attest that the fit and finish all over is excellent and detail touches like the pin striping are icing on the cake. Keith thanks Sin Wu for her part in this build and reckons this woman is a keeper, and I can understand that. This bike is a beauty and will look just as cool in fifty years from now. Way to go Bandit, I’ve seen several of your other builds but with this one you’ve climbed a pinnacle. HEAVY DUTY is proud to feature it in our pages.

BIKERNET EXTREME GUTS&BOLTS TECH CHART
.JPG)
ENGINE
Type: Crazy Horse Power Plus 100
Capacity: 100ci
Cases: Stock
Crank Stock
Bore: 3.874″
Stroke: 4.25c
Heads: Stock
Ignition: Thunderheart
Carburetion: S&S Super E
Manifold: Stock
Air cleaner: powder coated by Worco
Exhaust: Bandit built
Muffler: Stainless Scorpion from John Reed
Estimated power: 80hp
.JPG)
TRANSMISSION
Year: 2006
Type: JIMS
Number of gears: 5
Gearchange: Bandit built
Baker N1 Shift Drum
Clutch: BDL
Primary drive: BDL Classic powder coated by Worco
Rear Drive: Exile chain
.JPG)
SUSPENSION
Front: Paughco narrow tapered leg springer
Triple Trees: steel from Paughco
Mods: 2″ under length
Rear: Rigid U.S. Chopper design
.JPG)
WHEELS
Front: Black Bike dimpled 23″
Tyre: Avon
Brake calipers: GMA by BDL
Brake rotor: H-D
Brake lines: John Reed
Rear: Black Bike dimpled 23″
Tyre: Avon
Brake caliper: Exile
Brake rotor: Exile Sprotor
.JPG)
FRAME
Type: US Choppers vintage rigid
Make: Factory Racer by Paugho
Year: 2009
Rake: 30 degrees
Seat: Glenn Priddle
.JPG)
CONTROLS
Handlebars: Narrowed Flanders
Grips/levers: H-D, BDL/GMA
Risers: DPPB bronze dogbones
Master cylinder: GMA front
Mirror: Lowbrow
Headlight: pinstriped by George the Wild Brush
Footpegs/forward controls: Paughco vintage footboards
Rear brake master cylinder: H-D
Speedo/tacho/oil pressure: Biker’s Choice Vintage Sportster
Taillight: powder coated by Worco
.JPG)
Other modifications: rocker clutch system made with old H-D parts, Phil’s Speed Shop wiring harness and ignition system, alternator charging system by Spyke
.JPG)
GUARDS/TINWORK
Front guard: missing
Rear guard: Chica
Fuel tank: Paughco
Trim: gone
Oil tank: Paughco
Other modifications: Vintage H-D tool box and brake linkage by Paughco, Reserve gas tank by Mike Pullin
.JPG)
COMMENTS: This bike was built in the teens vintage style, but built for long miles with footboards, sprung seat, rubber grips, tall gearing, and spare gas tank. The plan was to ride to Sturgis, but I never got out of Dodge. Now the plan is to ride it to Arizona for the too broke for Sturgis run to Salome, a little sun burnt town in the middle of nowhere. But it has a very cool or western saloon on the edge of town.
Partners in Crime:


Wiring is always a treat, unless you use one of those systems in a box like Phil’s speed shop systems. I ran one on my factory racer, and it was a breeze. I’ll try to find a photo. It was designed to mount to the frame seat post. Inside it contained the circuit breaker, the starter relay, the ignition switch, the starter button, high low beam, and horn button. Then a ream of wire rumbled out of a hole. I guided them to the appropriate spots and hook them up. Nothing to it.

In this case, we worked with Wire Plus since they are the masters of wiring kits, Speedos and assorted equipment. They sent me a complete wiring harness with a starter relay, flasher system for turn signals, a 30-amp circuit breaker with mounting strap and rivets. They also included an installation and operator manual for model Wp192, Mid Frame Mount System, with Chopper style harness, with or without turns.

Their manual affords the reader a lighting circuit flow chart, an ignition flow chart, and an accessory flow chart. It demonstrates several ignition switch wiring circuits and handlebar circuits. It even comes with a Wp143 lighting control system for auto-canceling style harness. Actually, I checked the Wire Plus web site and they do make a seat post ignition switch wiring system unit, in a coffin shape, classic, and old school. They also make a cylindrical shaped engine mounted ignition switch housing, and ignition and toggle switches. They have systems that include compression releases–Amazing.

Wire Plus also makes individual wiring products, like their lighting control modules, power modules, plus custom power ports, for plugging in accessories. There’s a reason for going on and on about Wire Plus. Wiring can be a nightmare, and I’m a lazy. I want to be as minimal as possible, for ease and reliability, but I’m fulla shit. Just about the time I think I need to cut turn signals out of my system, someone is wiring in heated grips, or a heated seat, a some sound system, or neon lights under the engine. I avoid anything extra, like the plague. Hell, wire plus make engine mounted electrical port systems, so you can plug in your heated vest, helmet sound system, or whatever.

This is going to be a terrific test. My son’s bike will contain more bells and whistles, and Grip Ace controls in the bars. Tim from Grip Ace from Rivera is coming over to show us how easy it is. On Frank’s bike, we will install turn signals, so anything is possible. We will also wire a metric bike, the XS Yamaha bobber. So, over the next couple of months you will witness three variations, with Wire Plus products.



I start wiring by finding all the components and placing them somewhat in position. Then I search for a place to hide the circuit breaker and a circuit board, or bank of connections. First, we made a trip to the local Marine store and ordered an ignition switch. This included a starter switch, but we were using the Spyke push-button starter mounted to the solenoid. It eliminated the starter relay and any starter switches.

Once I determined a handy location behind one of the Mudfap Girl FXR panels, I drew up a wiring schematic, while referring to the Wire Plus handy manual for guidance. I came up with this nuts notion of hiding the ignition switch under the seat nose, which would position it perfectly for some of the wiring, and run some of it through the backbone of the frame. I grappled with a mounting notion, but Danny came up with the final notion, which took a lot of work, but was highly secure.


Wire plus makes several digital speedos, and several mounting systems for different applications. It was a breeze to mount and wire once I found the mysterious neutral switch connectors, which I ordered from the factory. The WP speedo mounted like a dream on the bars, once I plugged the wiring harness into the rear of the unit, ran the wires under the tank, back to the nerve center for power, then to the speedo sensor, and the neutral switch. Nothing to that one, although I wouldn’t mind running the wire loom through the frame in the future.






Since I was thinking about the rear brake pressure switch, I started to work out my GMA brake systems, and we made some measurements. I ran over to Baker Performance products and in five minutes we had new brake lines cut to size. This was probably the easiest bleeding process I have ever encountered. They were bled and working in no-time. Unfortunately, GMA doesn’t make a clutch lever to match.





On rubber-mounted bikes, I run two grounds. I welded one to the frame and I use one of the Spyke starter mounting bolts as an auxiliary ground. I don’t want to take any chances with the charging system, or the ignition system missing a grounding connection.


I needed to mount an On-On switch in the headlight bucket. It took some hunting for the correct sized switch, then a headlight seal beam from Biker’s Choice, and a lot of digging for a three blade connector. My headlight came from a spot on a police car in the ’30s.





Almost all of my electrical components came from Spyke or Compu-Fire. The Compu-fire ignition system is a breeze. This time I’m running a Compu-Fire single fire ignition system, with their single, dual wound coil, which mounts between the heads, in the standard stock position. It’s all too tight and convenient. Two wires to the coil and one to power and the system is good to go. It’s about that easy to time.

My son showed up with the missing parts for his Bub Bare exhaust system, and we started mounting it. I wish the exhaust guys would make kits with the flanges and retainer spring rings. Some systems come complete, but it’s a drag to run to the dealership, when you’re ready to rock. I understand why they don’t supply them with many system. If the system is replacing a stock system, we just switch out the parts. And these four pieces would jack up the price, but give the customer the option, and the manufacturer could make an extra buck and save the builder time and hassle.


This system slices damn close to $350 and you paint it with whatever heat paint, or heat wrap you like. It’s very similar to my D&D system.







Sources:
Spitfire
Biker’s Choice
JIMS Machine
MetalSport
BDL/GMA
Wire Plus
Branch O’Keefe![]()
Bennett’s Performance
Custom Cycle Engineering
Saddlemen
Bub

I couldn’t think or speak. I had a week and a half to insure that this puppy ran. I could sense fangs growing under my upper lip. I began to snarl as my fingernail extended beyond my cold hard hands. My eyes reddened, and I wanted to ride. Without the throttle cables I could use the cruise control, if it still worked. I could jam it into gear and fly. Frank hit me with a torque wrench. “We’re burnin’ daylight,” he snapped, “Let’s measure the cables and install the left Knuckle style grip.”

After wiping the grip end of the bar down with alcohol, the grip interior was coated with the rubber cement, that came with the grips. Then it was immediately slipped into place.

I snapped out of my Werewolf London fog. We measured the clutch cable then compared our findings with the throttle cables. As I suspected, lucky 13 inches to make up for the 12-inch taller bars that were an inch wider than the stock units. Frank made a B-line for the phone to call Barnett’s and ordered the cables. We were scheduled to roll up to the fleet center for a performance upgrade on Friday. It was Tuesday and the cables wouldn’t arrive until Thursday. It was going to be a close call. “Barnett has been around since Moby Dick was a minnow,” Frank said. I’ve been ordering custom cables from them since I was in my 20s and first influenced by Apehanger madness. “They are as reliable as the sun on the coast,” Frank continued, but I was still nervous.
We weren’t done yet. We torqued (15 foot pounds) the bars into place and began to cut and fit Goodridge brakes hoses, distributed by Barnetts and Custom Chrome. Another delicate operation.

The King has dual disc brakes and the fittings had to be installed just right, tightened properly and finally torgued into place. From the bottom of the triple-trees we used the stock measurement to the calipers from the existing junction under the trees. The new lengths of Goodridge hose were cut with the largest, strongest side cutters I had. Before any fittings were installed we slipped a 2-inch piece of black 3/8-inch diameter shrink tubing over the hose. Next a chromed pinch fitting was slipped over the cable. Frank brought the tools and supplies including a tool to spread the braided hose after the rubber housing was stripped away to allow the new fitting to be installed.

Stripping the rubber sleave back from the end about an inch.

Here’s all the components involved in the process.

The tool used to spread the braided steel shield.
Then a small brass round furl (like a brass ball-bearing with a hole in it) is slipped over the plastic lining. It must be pushed to the point where the internal brass ridge meets with the end of the plastic liner. The other half of the fitting with the long tube is shoved into place. In each case we clamped the fitting between two sheets of leather then began to tighten the sleeve onto the fitting. In each case they were a bear to tighten down indicating that we had succeeded in a strong, secure grip.

The spreading process involves shoving the tool into place and swiveling it to make sure the braided area is spread consistently.

Installing the furl is simple, just slip it on carefully then push it into place. But, inspect the inside to make sure the plastic hose is against the interior ridge.

Now tighten the pinch fitting. Note the leather pads in the vice to prevent damage to the banjo fitting. These puppies are tough to tighten down, take your time.

Here’s another way to hold the banjo fitting for final tightening. Be careful not to bend or damage the sealing surfaces.

Note the two bronze washer/gaskets on either side of the banjo fittings for proper sealing which is critical to your brakes.
After each line was carefully constructed, they were installed on the bike after some jockeying with the Goodridge billet junction under the tree which fit precisely.

For some reason, this Goodridge junction mounted extremely snug between the fork tube guards. For awhile we thought we were in trouble.

We followed the original routing of the stock brake line through the nacelle. With the lines in place we torqued them down (17-20 foot pounds). I took the easy way of bleeding the brakes. I pulled on the lever gently allowing the bubbles to pass through the master cylinder. It took a while, and I had to keep filling the reservoir as the the lines drained the supply.

We used the stock 12-point fittings which torqued down easily to 17-20 foot pounds, which seemed like a lot.
We had completed all that was possible for Tuesday and I swung my leg over the saddle once more. As fire and smoke poured from my ears Frank crept out of the garage and into the night.
Thursday morning I paced the vast porch in front of the headquarters waiting for the UPS man. The truck sped past without a hint of slowing. I called Frank, he called Barnetts. I called the Fleet center after finding that the cables wouldn’t arrive until Monday morning, guaranteed. We had an American Rider magazine deadline, but more importantly I had a run-to-Arizona-deadline for the following Friday. I started pacing the garage and bowing to the new 16-inch apes. I knew, by the power of the Ape, we would succeed.
At 9:00 a.m. in my boxer shorts, Monday morning, I met the UPS man and signed for the Barnett package. I started to lube all the cables then decided that I should get dressed.
In order to install a new clutch cable the face of the transmission must be removed. I was surprised that this was the first item that I ran across on the King that was a pain in the ass to install. The entire exhaust system had to be loosened all the way back to the rear muffler isolator. before the clutch release housing could be removed.
With large clip ring pliers the throw-out mechanism was set free to release the clutch cable which virtually snapped into place. Then the cover was spun to allow the cable housing to unscrew. Next the new cable was fed along the same route as the stock job.

Once the clutch release cover is removed and the clip ring snapped out, you can see the outer ramp with the coupling ready for the cable.

If you look close the cable has been fed through the hole and is heading towards home.

Now with the new cable attached the outer ramp heads back into position. Watch you don’t tilt the case. The ball bearings will escape.

This shot shows the entire clutch release assembly complete. Remember as you reposition the clip ring to put the sharp edge up for the most secure bond.
We discovered that we had a lot of slack and rerouted the clutch cable outside the front motormount to eliminate some. Then the tranny cover gasket was wiped clean and the cover replaced (torqued to 10-12 foot pounds), then refilled with tranny fluid to the appropriate level with the bike upright and the dipstick threads just touching. We filled it to the top dipstick mark, about 3/4 of a quart capacity.

With this assembly you spin the cover onto the cable, not visa-versa.

According to the book, the torque specs call for 10-12 foot pounds of torque to snug up the clutch release cover.

With a 9/16 box end wrench snug the cable housing down with a new o-ring attached.
We jacked-up the gas tank to afford us access to the fuel injection throttle cable routing. With the three tank mounting bolts removed the tank was lifted easily until a chunk of wood could be wedged under the front of the tank. Then I figured out which cable was what. With a small Crescent wrench, I loosened the throttle cable adjusters and took out all of the adjustment to allow lots of cable slack.
The unit with the small spring around the cable at the throttle body end was the push cable. I fed the braided cables through the runners as if they were stock cables. You will note, if you attempt this, that there is a Cruise Control connection in one of the stock cables at the neck. We unplugged it with trepidation. I wasn’t sure what havoc it would cause. I hadn’t tried the Cruise control. As it turned out, it’s a sensor to kill the control, if you back off the throttle abruptly.
Lubing throttle cables starts with wrapping the cable housing with a little masking tape to create an oil container. Fill it with a light 3-in-1, silicone, or Marvel Mystery oil and let it seep into the housing. Fill it several times.

Feed the cables up through the throttle casing. With a little force they will snap into place.

Make sure to grease the brass barrel before installing it to the cable end. The grease will help hold the barrel in place.

With the Barnett cable set at the most slack position, slip the barrel and cable onto the greased throttle guide grove.

This is not a good shot of installing the cables into the guide slots in the intake module, but it’s easy. Just make sure you have the right cable in the right slot. It doesn’t hurt to grease them which we forgot.

Here’s the cables in position. That odd short cable on the side is the cruise control job.
Make sure you oil the throttle cables before they are snapped into the throttle housing on the bars, because the spring clips that hold them into place are a bitch to remove. The cables were both put into place with brass rollers, “After you grease the throttle and cable runners with a Q-tip,” Frank reminded me. Be careful not to lose those tiny brass suckers. I was told later to try to adjust the cables evenly under the throttle and make sure you have slack in both lines so you don’t have continuos drag on the cable fittings.

Here’s the throttle body in place waiting for the front brake mastercylinder.

According to experts, you should adjust the cables so that the adjustment screws are approximately equal in length. My adjustment had to be straightened out at a later date.
Finally we replaced the air cleaner backing plate using Phillips screwdrivers to hold the gasket in proper position. Next the breather hoses had to be pushed onto the head fittings and lined up with the air cleaner element. Lastly the cover was installed. It was time to ride.
But not so fast Kimosabe. We had to install the riser cover, the nacelle trim and the headlight assembly. We were hauling ass.

The actual breather fittings hold the air cleaner backing plate into place.

Use small Phillips screwdrivers to hold the air cleaner gasket aligned.

Push the hoses into place keeping in mind that they feed into the air cleaner element.




This little nut and screw are a bear to replace but must be handled before the nacelle strip can be installed.

This slightly out-of-focus shot shows the little stud that slips through the nacelle. Make sure the strip is locked into the riser cover slot before you tighten the nut.

Tighten the nut lightly with blue Loctite to keep it from rattling loose.

Don’t forget to plug the headlight in before you install it, like I did.

Install the headlight assembly with all eight black screws. Leave the bright adjustment ones alone, unless you lowered your bike. Then it needs adjustment.

We could screw the riser down with the Phillips screws and replace the snap-on ignition ring last. I still don’t like the way it fit and need to check it again.
By noon on Monday we had completed the Highbar installation and I was itching to hit the road. We had moved our appointment at the fleet center from Friday to Monday morning, then to Monday at noon. We didn’t roll up to their doors until 1:30 p.m. and Alan, the master mechanic announced that he was leaving at 4:00. We were burnin’ daylight once again. Would the pressure every end?

The final Frank shot with one hand hanging outside of a van window. I want to thank Frank for the use of his tools and his photographic and technical skills. Those elements and my bumbling hands make these techs as complete as they are. Believe me, it’s a bastard to build a bike, write a tech and take the shots at the same time. We’ve done it before, but a team efforts helps a helluva lot.
Next, we’ll install a performance package with Screamin’ Eagle heads, cams, air cleaner and two into one exhaust that we had jet hot coated. Hang on.
–Bandit


Suddenly we’re smoking on the Mudflap Girl FXRs, but the week after I received the frames, I had to jump a plane to New Orleans and ride a Victory to the Smoke Out. I was itching to work on these bikes.

I survived the Smoke Out, and since I just spent 1000 miles in a Victory saddle, I was motivated to get back in the wind. We looked down the barrel of the ticking calendar as I returned from the East Coast on Sunday and Monday the 27th of June I stepped back into the Bikernet shop and faced two Mudflap Girl FXRs on lifts ready to rock. I dove in making lists and started to assemble my frame and the Spitfire girder front end.

Building a bike is like falling in love. We all have our dream of the perfect woman, and each time I build a bike, that notion is the driving force. I’m building the perfect romance, with all the best intentions. I want this one to last forever, take me anywhere I want to go, and be my Mudflap girl baby in spirit, appearance, and function.

I would imagine the same mental scenario applies to a home building architect. In fact, we have focused some of our efforts on creating a vintage motorcycle coffee shop in the front of our building, Bandit’s Barista. Talk about a daunting process involving several city agencies. Let’s leave that one alone. Sin Wu came to a meeting this morning and immediately quizzyness engulfed her and she was forced to leave. “It’s too daunting,” she said.

We are so fortunate to be able to rely on our friends and compadres in this industry and build whatever motorcycle we want, then go for a ride without severe governmental restrictions. Meanwhile, back in the shop, I was completely astonished at Paul Cavallo’s talents and shop capabilities. He designed and manufactured every element of this classic girder front-end. As I installed his internal fork stops and began to assemble the front end with the Foose-designed MetalSport 2D wheel, I was constantly blown away at every intricately machined piece.

Although Dr. Willy bitched about the top motormount on the frame, I didn’t have a problem with it. It just forced us to face another brief obstacle, which will ultimately create a very cool linkage issue with a 7/16 pivoting rod end on the top like most FXRs.


But I’m getting ahead of myself. I installed the fork stops, then the Biker’s Choice neck races, the Timken neck bearings, and the Metal sport front wheel on the Spitfire ¾-inch axle. Paul set up his frames to take stock Harley 2000-2007 front and rear brakes. We are going to use factory brakes on my son’s FXR, but I’m running with GMA brakes currently manufactured by BDL.


I had to come up with a mounting system using Paul’s stock H-D brackets. It was a trick but worked out, with brass rod and steel spacers. I messed with it for a couple of hours. Ultimately the GMA caliper was centered over the MetalSport rotor and in a terrific position for bleeding.

Then I started to install the girder rockers and bronze bushings. I was careful to grease every component, and again I was impressed by the precision fit with each bushing and axle. I installed the trees on the fork stem and rolled closer to installing the girder structure. Everything just slipped together.





Unfortunately, I was missing one element of the front end, the brackets holding the shocks in place, so I shifted to something fun, installing mudflap girls on the Spitfire side panels. They make these Zeus fitting fastened aluminum panels out of street signs. The mudflap girls came from 2Wheelers in Denver, but the Arlin Fatland and Donna team is currently headed for Sturgis to the rally, which reminded me that Sturgis is just around the corner. If I had another month, we’d be riding the Mudflap Girls to the Badlands.


Next, I needed to install the rear MetalSport wheel and driveline. FXRs are tricky in this regard. The entire driveline from the engine to the rear wheel needs to be installed at the same time. We started with the swingarm, using the Custom Cycle Engineering swingarm axle and retrofit kits. Here’s what CCE says about these conversion kits.

SWING ARM RETROFIT KITS
Custom Cycle Engineering has developed a swing arm conversion kit that replaces the stock Cleve Bloc style swing arm bushings with spherical bearings. The conversion covers all the FLT and FXR models from 1980 to 2001. The swing arm conversion kit coincides with Harley-Davidson’s change from the Cleve Bloc bushing to a spherical bearing in all the 2002 and up FLT models.

The conversion over to spherical bearings in the early models dramatically changes the handling and tracking of all the FLTs and FXRs. The sticksion at the swing arm pivot is greatly reduced with the new spherical bearings. This allows for the swing arm to react quicker to any harsh road conditions, keeping the wheel in contact with the road. The use of spherical bearings also helps negate any lateral and torsional movement in the swing arm by the shear dynamics of a spherical bearing.

The swing arm bearing conversion kit is one if the positive answers to the inherent ill handling problems of the popular dresser models.

It was easy to install the new spherical bearings using our shop press and the special tool CCE provides with their kits. We pressed them into place with the CCE guide tool and red Loctite. Then we installed the swingarm on the transmission and the whole tamale in the frame, since the oil tank was out for sealing and some flat black protection. Ray C. Wheeler gave me a hand. We slipped the JIMS transmission and swingarm through the back of the frame sideways, then turned it level and aligned it with the frame mounting system. My son scored some used bare aluminum cleave blocks, and I ordered new H-D rubbers from Biker’s Choice. Watch how the rubbers and cleave blocks are mounted. They are like a small four-piece puzzle with guide pins in particular locations.


With the JIMS 6-speed transmission in place, we jacked up the trans for engine installation. With a centered Biker’s Choice front motormount bracket in place and the rubber biscuit we were ready to rock. Willie helped guide us through the process. Willie is a master with FXRs. He’s worked on bikes, and rebuilt engines and transmissions forever. He knows all the tricks.

With the driveline in place, I started to monkey with the D&D pipe mounting, mounting brackets, and mounting the GMA rear brakes. The brakes became tricky, since Paul designed a tougher and wider swingarm, but it worked out perfectly. I’ll get to that puppy in a minute. I noticed that the trans didn’t come with the final seal and locking nut, plus we needed to reach out to JIMS for a proper offset sprocket for the 180 Avon tire. Since this is an 80-inch Evo, I wanted some gearing advice for the 6-speed overdrive transmission.



Here’s what James Simonelli wrote while packing for the Sturgis Rally and preparing for their install facility. Call them quick, if you want an upgrade while you’re in town.

MUDFLAP GIRL GEARING ADVICE FROM BAKER DRIVE TRAINS–
22-51 with normal 37-24 primary is 3.57, pretty lively! In 6th (.86)
you would have 3.07
23-51 37-24 gives 3.42 and 2.94 in 6th. I think that’s where I’d start.
To compare, most stock late models with 70/32 belt and 36/25 primary are
3.15 overall in 5th.
It’s nice to be slightly below 3.0 in 6th for 75 mph cruising. If it’s a
stoplight burner, go the other way.
Baker will be set up in Sturgis on Lazelle performing installs. If you would like your 5-speed modified into a 6-speed, or a special Baker oil pan added to your dresser, set up an appointment soon, and tell ’em Bikernet sent ya.









We ordered a rear sprocket spacer and a dished 51-tooth sprocket from Biker’s Choice. It’s always somewhat a roll of the dice and I try to build a selection of spacers to allow me a variety of spacing options. With the JIMS ½-inch offset 23-tooth sprocket and the centered wheel, the transmission lined up perfectly with my brand new O-ring chain. It had never been removed from the crumbled box after a trip or two to Bonneville. I pulled it free from its container and the bastard was covered in rust.

Chad from JIMS sent me a photo of the mainshaft seal-installing tool. I also ordered the seal spacer, but had an installation question.

“Tech says bevel side faces into trans,” said Chad. “I have attached an image of the
needed tool, #786.” I dug through my special tool bins and found something from JIMS that would handle the trick.


In the meantime, our sheet metal returned from Jim Murrillo, who sealed the tanks with Caswell and gave the exterior a protective primer coat. It was a rush to slip the two gas tanks into place but we ran into a problem with my oil tank. I almost had to take the engine and the trans out of the bike to return it to its rubber mounts. Ah, but we succeeded.


Now all the major elements are in place, but the Sturgis Run is moments away. We plan to load my Sturgis Shovelhead onto our trailer, with the 120-inch Panhead, the Salt Shaker for Mr. Wheeler to ride. We will snap the trailer to the Bikernet hearse and cut a dusty trail in a couple of days. While I’m in the Badlands I’ll be thinking of Mudflap Girls and getting back to the builds. I’m sure I’ll return with more ideas, and next year will be the year of riding FXRs to the Badlands.


Hang on for the next installment as we mount up the Trock-modified CV carb on my ride, and the Mikuni 42 mm on my son’s bike. We have wiring harnesses from Wire Plus, and I have a rare intake manifold from H.E.S. and Branch, that was ported by John O’Keefe. We’ll be rolling close to final assembly as I install my BDL belt drive system and Frank’s mid controls. Goddamnit, I can’t wait.

Sources:
Spitfire
Biker’s Choice
JIMS Machine
MetalSport
BDL/GMA
Wire Plus
Branch O’Keefe![]()
Bennett’s Performance
Custom Cycle Engineering