Updating the Bikernet Experience
Hey, Here’s the deal. We’ve worked and spent an entire year to move all Bikernet Free Content (16,000 articles) onto a fast-acting, mobile-friendly, google accessible, WordPress Platform. ...
Read More 








Bennett’s Performance touts being the performance test bed for all-things big twin performance and handling in Long Beach, California. The team is also very involved in Bonneville Land Speed Record efforts. Unless the California Air Resources Board decides to shut down every California custom or performance shop, they will be burning rods, turning lathes, and twisting wrenches until they die.


I say, “They,” and I’m referring to Eric Bennett, the boss, and his longtime mechanic and Dad, Bob. Other technicians come and go. Plus, next-door are the men, including Jerry Branch, and John O’Keefe, who are the masters of the flow bench and headwork at the Branch O’Keefe machine shop.

All shops big and small in California live in fear of being shut down. But let’s not go there. For a few minutes let’s pretend that freedom rings in this country and our political structure loves folks who build anything from hot rods to custom motorcycles. They even support the notion that loud pipes saves lives, because it’s true. They love it that guys don’t beat their wives or do drugs, that they learn how to work with their hands and create something one-off, which they can ride to work or to Sturgis with pride. Am I dreaming or what?


Eric recently came across this 2004 Dyna and decided to research every performance resource and build himself the best hot rod Dyna on the planet, as a test project for anything performance, for Twin-Cams. He did, and we followed the process on Bikernet.com, and this is the third and last stellar episode. But wait, their could be more, according to Eric’s assessment at this point.

“I need to change the shocks,” Eric said. “They are too low and shifting the weight to the rear. I need to tighten the handling.”

Eric was pushing is Dyna onto his shop dyno as we strolled into Bennett’s Performance, a very clean and well-organized shop, a couple of weeks ago. “I wanted to dyno it one final time without a rev limiter,” he said and discovered a dyno malady. The battery was low. At about 5500 rpms the dyno results didn’t indicate a smooth transition through the gears, but jumpy results. He was dying to try again, but we were forced to take a break.




Eric now has 1978 miles on the bike since he rebuilt and upgraded the engine from 88 inches to 106. Shortly after the bike was completed and running, his dyno pulls indicated 112 hp and 119 pounds of torque, then 116 hp and 118 pounds of torque with a carb change, more miles and tuning.


Our discussion shifted back to handling. “At 100 it starts to wiggle,” Eric said, “There’s too much weight on the back.” He plans to install 14-inch Ohlins. Today, the lower badder look is slipping away for the jacked, terrific suspension, badass, dirt bike, café racer, SOA, go fast appearance.

We discussed the new CCE stiffer rubbermounts for Dynas, which might do the trick. “I still won’t be able to dial-in the handling as well as FXRS, like the Unknown Industry guys,” Eric said. “With my handling issues, they pulled away at just over 100 mph. The front feels fine, but I haven’t decided what to do with my number plate. Newer Dynas have additional gussets, but nothing like the FXR, period!”

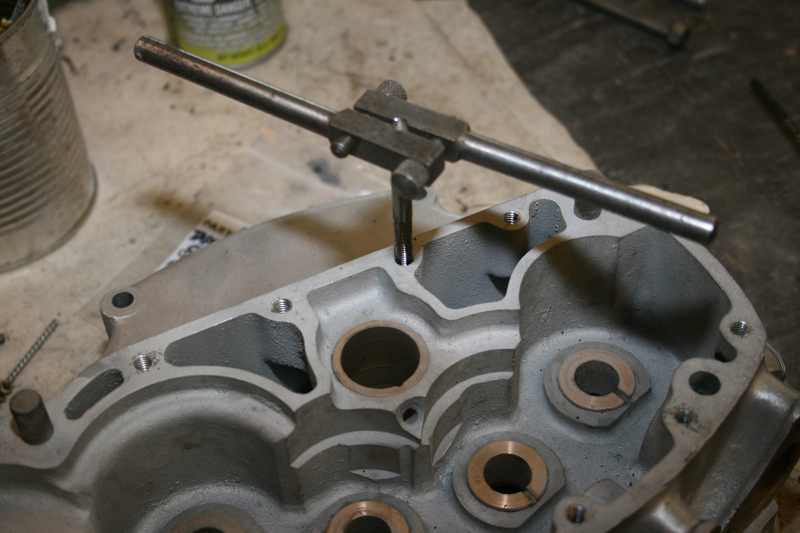
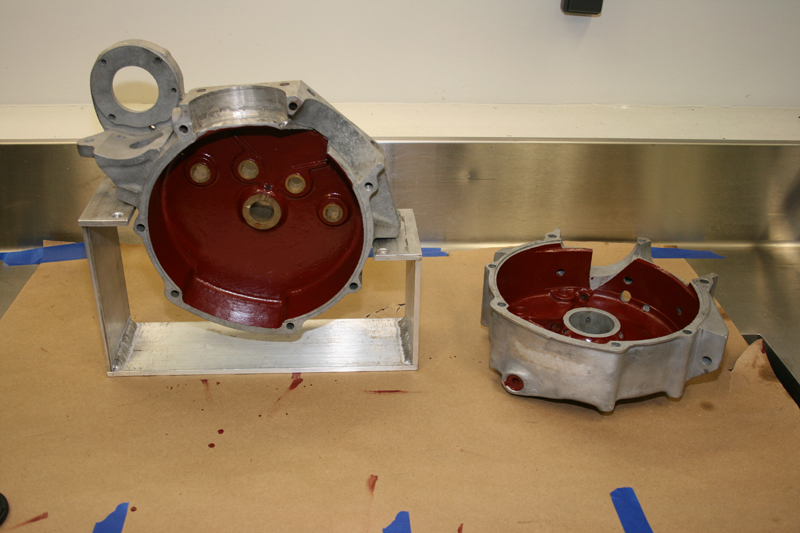
He plans to black out the wheels and add Michelin tires, but he loves this engine configuration. “It’s perfect,” Eric said. “I didn’t need to machine the cases or crank up the compression. The cam isn’t radical, and I could run stock cylinders.” Jerry Branch told Eric that engines are like a combination lock. One number off and the system doesn’t work.

He’s currently looking for an ’06 or ’07 Dyna 17-inch rear wheel, and he will run a 160 tire. “It still gets 42 mpg. Reaching more than one horsepower per cubic inch with a naturally aspirated engine. It’s impressive.”

The S&S lower end contains a 4.5-inch stroke with 3 7/8-inch S&S pistons. Eric blocked the Mikuni carb out one inch to allow the air and fuel to atomize more before it reached the intake valves. “It’s a smoother delivery to the chambers,” Eric said. “We were lucky to score a set of Dave Thew heads designed for monster JIMS 116-inch motors by the Branch/O’Keefe team. This combination with 2.02 intake and 1.610 exhaust valves, and some slight porting, coupled with a Redshift .647 lift cam, and 11.5:1 compression gave Dave Thew 132 ass-kicking horsepower and 132 pounds of torque.

Dave’s bike with fat tanks and beach bars could not be beat at the drags.

I spoke to Eric’s dad who talked of his Bonneville bikes and going after a 167 mph record. Eric was the rider. “We couldn’t get over 161, but then I learned about aerodynamics. I gained 9 mph by moving the pipes inboard. We gained another 5 mph when Eric shifted his riding position and tucked one foot behind the primary.” They grabbed a record.

So, you can tell by the smell of go-fast, the posters of Burt Munro on the wall, and the Bennett record next to the counter, that this group is all about motorcycles and folks who ride hard and fast. Hang on for the next report.

Address: 1940 Freeman Ave,Signal Hill Ca, 90755







Size: 16-inchBrake calipers: Stock
Brake rotor: Lyndall
Pulley: H-D


















Once upon a time there was a bike built called the Shrunken FXR. Keith “Bandit” Ball, of Bikernet and other assorted fame, built it. By a stroke of good fortune the bike became mine through the generosity and trust of Keith Ball.
This bike was my daily commuter for a handful of years. It was and is always a challenge and a ton of fun navigating the streets and freeways of Los Angeles on two wheels and especially on a custom built motorcycle.

I decided it was time to update the look of the bike as well as do some fine-tuning of a few mechanical items I wanted to switch up a bit. Below is a brief summary of what was done, again primarily with the help of friends and some extra cash from my Pops to help get it all finished up proper.

First I replaced the front fork tubes with new fork tubes made by Forking by Frank. Styles have changes, so I installed new handlebars, 10-inch baby apes mated to Black Boyd Motor Co. risers.

I work at the magnificent ARCH motorcycle company and LA Chop Rods, so natch; I installed Black Anodized hand controls by ISR purchased. They are absolutely the best and contain the mechanical Bandit approved styling.

I replaced the mirrors with 2-inch Blind spot jobs by CRG (Small and work great). We
Powder-coated the classic Performance machine wheels black (Thanks to Custom Metal Finishing in Gardena CA, who handle the high-end ARCH motorcycle extreme perfectionist coating).


We manufactured a new Shift arm and Brake arm to improve function. Ryan Boyd, Boyd Motor Co./Arch Motorcycle, is a master machinist and engineer. He configured then machined these components to enhance the rear brake functions, and it now works like a charm, plus it improved shifting dramatically.
We replaced the pegs with something sport bike like and again Ryan stepped up to design and machine one-off mounting bracket adaptors.

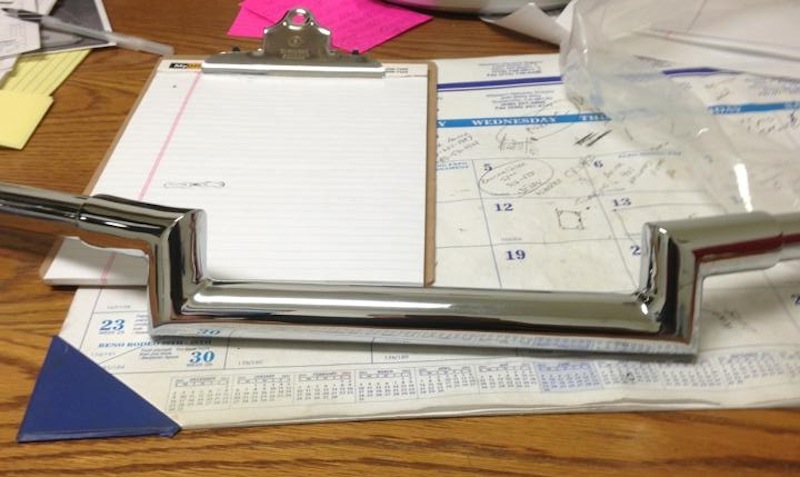
We reworked the exhaust basically back to the original first version, added BBQ paint and LA County Chop Rods baffles.
These upgrades, in addition to the rear shocks by Progressive and my comfy Saddlemen seat make the Shrunken FXR road ready and looking fresh for 2016.

Me owning this bike and updating would not be possible without the help and kindness of the following wonderful humans beings: Keith “Bandit” Ball, Dr. Ladd Terry, Gard Hollinger, Ryan Boyd, Jose Laguna, Saddlemen, L.A. County Chop rods, Custom Metal Finishing, Boyd Motor Co., Frank’s maintenance and engineering.

Here’s a link to the original feature, if you search the Shrunken FXR on Bikernet, you’ll find all the build articles: http://www.bikernet.com/pages/Amazing_Shrunken_FXRThe_Full_Feature.aspx
–Buster Cates
The Magnificent ARCH motorcycle factory
LA Chop Rods
Saddlemen
BDL
Progressive Suspension






 |
 |
 |
 |
|
|
 |
 |
|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
|
|










Today, J&P Cycles shows you how to replace grips on a Harley Davidson motorcycle. From removing your old grips and adding new grips watch the entire process take place.In this video they use a 2013 Harley Davidson Softail Slim for demonstration but the process will be very similar for all motorcycles that utilize dual throttle cables.











|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|